
Inleiding: meer dan alleen een “zachte aanraking”
Denk eens aan de laatste keer dat u een elektrisch gereedschap van hoge kwaliteit of een premium tandenborstel hebt aangeschaft. Je voelde waarschijnlijk een harde, stevige plastic structuur eronder, maar je hand rustte op een zacht, gripvast rubberen oppervlak. Het voelde niet als twee afzonderlijke delen die aan elkaar waren gelijmd; het voelde als één enkel, verenigd object.
Dat is de kracht van voorbijmolding .
In de wereld van maatwerk worden we vaak gedwongen te kiezen tussen duurzaamheid en comfort, of tussen functionaliteit en esthetiek. Overmolding neemt die keuze weg. Het stelt ontwerpers in staat meerdere materialen in één onderdeel te combineren, waarbij de structurele integriteit van een stijve kunststof wordt gecombineerd met de tastbare voordelen van een zacht elastomeer.
Maar overmolding gaat niet alleen over het prettig laten aanvoelen van dingen. Voor ingenieurs en B2B-kopers vertegenwoordigt het een strategische productiebeslissing die de assemblagelijnen kan vereenvoudigen, vocht buiten kan houden en trillingen kan absorberen – vaak terwijl de totale productiekosten worden verlaagd.
Wat is overmolding?
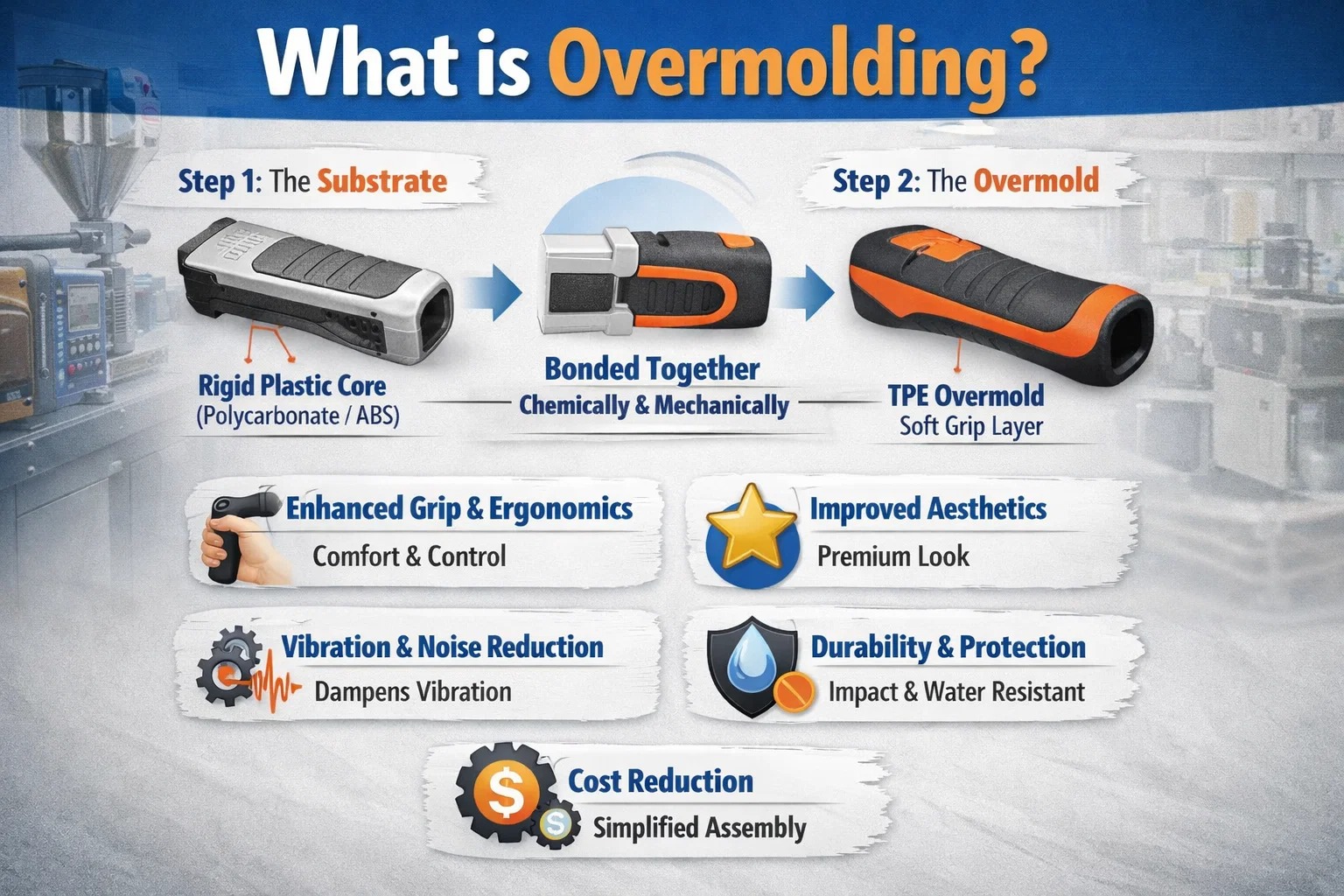
In de kern is overmolding een spuitgietproces waarbij één materiaal (meestal zacht rubber of thermoplastisch elastomeer) rechtstreeks op een tweede materiaal (meestal een stijve kunststof) wordt gegoten.
Het is nuttig om het als een tweestapsrelatie te beschouwen:
- Het substraat: Dit is het basisdeel. Het is meestal een stijf plastic zoals polycarbonaat of ABS dat voor het ‘skelet’ of de structuur zorgt.
- De overvorm: Dit is het gegoten materiaal over het substraat. Het fungeert als de ‘huid’ en biedt grip, kleur of bescherming.
In tegenstelling tot een eenvoudige montage waarbij u een rubberen bumper op een plastic doos schroeft, zorgt overmolding voor een permanente verbinding. Deze binding wordt ofwel chemisch tot stand gebracht (de materialen smelten samen op moleculair niveau) of mechanisch (de bovenlaag vloeit in ondersnijdingen en gaten in het substraat om zichzelf op te sluiten).
De voordelen van overmolding
Waarom zou u de moeite nemen om een tweeschotsmatrijs te ontwerpen of twee verschillende materialen te beheren? Omdat de uitbetaling in productwaarde enorm is. Dit is de reden waarom fabrikanten kiezen voor overmolding voor hun aangepaste onderdelen:
1. Verbeterde grip en ergonomie
Dit is het meest zichtbare voordeel. Als u een draagbaar apparaat ontwerpt, of het nu een chirurgisch instrument of een streepjescodescanner is, is vermoeidheid van de gebruiker een reëel probleem. Een stevig plastic handvat wordt glad als het nat of bezweet is. Het omspuiten van een TPE-laag (Thermoplastisch Elastomeer) zorgt voor wrijving en zachtheid, waardoor het product veiliger en comfortabeler in de hand kan worden gehouden gedurende langere perioden.
2. Verbeterde esthetiek en branding
Laten we eerlijk zijn: uiterlijk doet ertoe. Een effen grijze plastic behuizing ziet er functioneel uit, maar schreeuwt niet ‘premium’. Met overmolding kunt u contrasterende kleuren en texturen gebruiken. U kunt een feloranje rubberen bumper aan een zwarte behuizing toevoegen om merkkleuren te benadrukken of contactpunten aan te geven. Het geeft het product een afgewerkte, hoogwaardige uitstraling die opvalt in het schap.
3. Trillings- en ruisonderdrukking
In industriële toepassingen of auto-interieurs zijn ratelende onderdelen een teken van lage kwaliteit. Een zachte, gegoten laag kan fungeren als een ingebouwde schokdemper. Het dempt trillingen van motoren en voorkomt plastic-op-plastic geluid, waardoor delicate interne elektronica wordt beschermd tegen schokschade.
4. Verhoogde duurzaamheid en bescherming
Overmolding creëert effectief een afdichting. Door een zacht materiaal over knopen of naden te gieten, kun je een apparaat water- of stofdicht maken zonder dat je aparte O-ringen of pakkingen nodig hebt. Het biedt ook slagvastheid; Als een apparaat valt, absorbeert de zachte buitenlaag de energie van de impact, waardoor de stijve kern wordt beschermd tegen scheuren.
5. Kostenreductie door vereenvoudiging van de montage
Dit lijkt misschien contra-intuïtief: vereist het overmolding niet duurder gereedschap? In eerste instantie wel. Door overmolding worden echter secundaire montagestappen geëlimineerd. U hoeft geen arbeider te betalen om een handgreep op een handvat te lijmen of een pakking in te schroeven. Door deze kenmerken in het gietproces zelf te integreren, verlaagt u de arbeidskosten, elimineert u de noodzaak voor lijmen (die rommelig zijn en kunnen falen) en versnelt u de algehele productietijd.
Waar u overmolding zult zien
Zodra je op zoek gaat naar overmolding, besef je dat het overal is. Verschillende industrieën gebruiken het om heel verschillende redenen, maar het doel is altijd om de gebruikerservaring te verbeteren.
- Auto-industrie: Het draait allemaal om het ‘premium gevoel’ en ruisonderdrukking. Die soft-touch knop op je dashboard? Dat is overdreven. Het elimineert het goedkope, holle geluid van plastic en zorgt voor een tactiele grip die luxueus aanvoelt.
- Medische apparaten: Hier regeert de functie over de vorm. Chirurgen hebben instrumenten nodig die niet wegglijden als ze nat zijn. Bovendien elimineert overmolding spleten waar bacteriën zich kunnen verbergen, waardoor sterilisatie veel gemakkelijker en effectiever wordt.
- Consumentenelektronica: Denk aan je smartphonehoesje of een waterdichte Bluetooth speaker. Overmolding biedt de impactbescherming die nodig is om een val te overleven en de afdichtingen die nodig zijn om water buiten te houden.
- Industrieel gereedschap: Boormachines en hamers kunnen tegen een stootje. Overmolding maakt gebruik van slagvaste materialen om de motorbehuizing van het gereedschap te beschermen en de overdracht van trillingen naar de hand van de werknemer te verminderen, waardoor letsel tijdens lange diensten wordt voorkomen.
Overmolding-materialen: de chemie van de binding
Dit is waar het rubber – letterlijk – de weg raakt.
Je kunt een prachtig onderdeel ontwerpen met een perfecte geometrie, maar als je materialen kiest die niet chemisch compatibel zijn, zal de overmold loslaten als een sticker. Succesvol overmolding is een scheikundig experiment. Je hebt het substraat (het stijve deel) en de overmold (het zachte deel) nodig om aan elkaar te willen plakken.
Dit zijn de meest voorkomende spelers in het spel:
1. Thermoplastische materialen (de meest voorkomende keuze)
Bij het overgrote deel van de maatwerkonderdelen heb je te maken met Thermoplastische Elastomeren (TPE’s) of Thermoplastische Polyurethanen (TPU’s).
- TPE (thermoplastisch elastomeer): Dit is het werkpaard van de industrie. Het is veelzijdig, gemakkelijk te kleuren en voelt zacht aan. Het hecht uitzonderlijk goed met gangbare kunststoffen zoals polycarbonaat (PC) en ABS. Als je een tandenborstelgreep of een zacht handvat maakt, is TPE waarschijnlijk de beste keuze.
- TPU (thermoplastisch polyurethaan): Als TPE de ‘zachte, comfortabele’ keuze is, is TPU de ‘stoere man’. Het biedt ongelooflijke weerstand tegen slijtage, krassen en chemicaliën. Vaak zie je TPU gebruikt worden op de onderkant van elektronicabehuizingen of industriële apparatuur die over ruwe oppervlakken wordt gesleept.
- TPV (Thermoplastisch Vulcanisaat): Dit materiaal komt dichter bij echt rubber. Het heeft een uitstekende hitte- en weerbestendigheid, waardoor het perfect is voor auto-onderdelen onder de motorkap of afdichtingen voor buitengebruik.
2. Thermoharders (rubber en siliconen)
Soms zijn thermoplastische materialen gewoon niet genoeg. Mogelijk hebt u de extreme hittebestendigheid of biocompatibiliteit van siliconen (LSR) of natuurlijk rubber nodig.
- Vloeibaar siliconenrubber (LSR): LSR is de gouden standaard voor medische implantaten en kookgerei voor hoge temperaturen. Het is echter lastig. Omdat siliconen uitharden (cross-links) in plaats van alleen maar smelten, wil het zich van nature niet hechten aan veel kunststoffen. Voor het omspuiten van siliconen zijn meestal gespecialiseerde “zelfhechtende” kwaliteiten of mechanische vergrendelingen (gaten en ankers) in het ontwerp nodig om het op zijn plaats te houden.
Hoe u de juiste materialen selecteert
Wanneer onze klanten met een project bij ons komen, stellen we eerst vier vragen om de materiaallijst te verfijnen:
1. Wat is het substraat?
Dit is de meest kritische beperking. Als uw basisonderdeel van nylon is, heeft u een TPE nodig die speciaal is samengesteld om met nylon te verbinden. Als uw basisonderdeel polypropyleen is, heeft u een ander TPE nodig. We zeggen vaak: ‘Like like like’. Polaire materialen hechten het beste met andere polaire materialen.
2. Wat is het milieu?
Zal dit onderdeel worden gebruikt in een kantoor met airconditioning, of zal het aan een motorblok worden vastgeschroefd? Als het bestand moet zijn tegen hoge UV-blootstelling (buiten) of olie en vet (automobiel), kan standaard TPE verslechteren. In die gevallen kunt u overstappen op TPV of TPU.
3. Hoe zacht moet het aanvoelen?
We meten de hardheid met behulp van de Kust A schaal.
- Kust 30A-40EEN: Zeer zacht, gelachtig (zoals de binnenzool van een gelschoen).
- Kust 60A-70EEN: Stevig maar flexibel (zoals een autoband of schoenhak).
- Kust 90EEN: Moeilijk, nauwelijks meegeven (zoals het wiel van een winkelwagentje).
De meeste handgrepen zitten comfortabel in het bereik van 50A–70A.
4. Wrijving en haptiek
Wil je dat de grip ‘plakkerig’ (hoge wrijving) of ‘zijdezacht’ (lage wrijving) aanvoelt? Een grip met hoge wrijving is geweldig voor een hamer, maar verschrikkelijk voor een apparaat dat gemakkelijk in een zak moet glijden.
Een opmerking over de compatibiliteit van hechtingen
Als u niets anders uit dit gedeelte haalt, onthoud dan dit: Chemische hechting is koning.
Hoewel we mechanische sloten kunnen ontwerpen (meer daarover in de sectie Ontwerp), creëert echte chemische binding de sterkste onderdelen.
- Beste vrienden: ABS en polycarbonaat hechten over het algemeen zeer goed met TPE en TPU.
- Moeilijke relaties: Nylon (PA) en POM (acetaal) zijn notoir moeilijk om aan te hechten. Ze vereisen vaak gespecialiseerde, duurdere soorten overmoldmateriaal om hechting te bereiken.
Het overmoldingsproces: twee manieren om de klus te klaren
Wanneer u besluit een onderdeel te overgieten, moet u een productiemethode kiezen. Deze keuze komt meestal neer op uw budget en uw productievolume.
Over het algemeen zijn er twee manieren waarop we overmolding bereiken:
1. Inzetvormstuk (de flexibele keuze)
Inzetvormstuk is de meest gebruikelijke methode voor lagere productievolumes of bij het omspuiten op metalen onderdelen.
Hoe het werkt:
- Het substraat (het stijve deel) wordt eerst in een aparte machine gegoten.
- Een arbeider (of een robot) neemt dat afgewerkte stijve onderdeel en plaatst het met de hand in een tweede vormholte.
- De machine sluit en het zachte TPE wordt over het stijve deel geïnjecteerd.
Pluspunten: Lagere gereedschapskosten (u gebruikt standaardmachines).
Nadelen: Hogere arbeidskosten (iemand moet de onderdelen verplaatsen) en langzamere cyclustijden.
2. Two-Shot (2K) gieten (de snelle keuze)
Als je miljoenen tandenborstels of wegwerpscheermesjes maakt, dan is dit hoe je het doet. Voor het two-shot-gieten is een gespecialiseerde machine met twee injectie-eenheden nodig.
Hoe het werkt:
- De machine injecteert het harde plastic om het substraat te vormen.
- De mal creëert een ruimte – meestal door 180 graden te draaien of door een glijdende stalen kern te gebruiken – en injecteert onmiddellijk het tweede materiaal (het TPE) in hetzelfde gereedschap.
- Het onderdeel komt volledig afgewerkt uit.
Pluspunten: Ongelooflijk snel, nauwkeurig en consistente kwaliteit. Geen handmatige handelingen betekent minder vervuiling.
Nadelen: Het gereedschap is duur. U betaalt voor een complexe, roterende matrijs en een gespecialiseerde machine.
Ontwerpoverwegingen: hoe voorkom je een puinhoop?
Ontwerpen voor overmolding is lastiger dan standaard spuitgieten. U beheert niet alleen de stroom van één materiaal; je beheert de interactie van twee materialen met verschillende thermische eigenschappen.
Dit zijn de ‘Gouden Regels’ die we onze technische klanten geven om ervoor te zorgen dat hun ontwerp maakbaar is.
1. Wanddikte is van cruciaal belang
Net als bij standaard gieten is consistentie van cruciaal belang. Als uw TPE-laag te dik is, zal deze tijdens het afkoelen aanzienlijk krimpen. Sinds het stijve substraat eronder zal niet krimpt zoveel, dit zorgt ervoor dat het hele onderdeel kromtrekt of buigt.
- De regel: Houd de TPE-wanddikte uniform. Over het algemeen adviseren wij een TPE-dikte tussen 0,5 mm en 3,0 mm . Alles wat dikker is, leidt tot zinksporen en kromtrekken.
2. Gebruik mechanische vergrendelingen (de “riem en bretels”-benadering)
Zelfs als uw materialen chemisch compatibel zijn, raden wij altijd aan om te ontwerpen mechanische vergrendelingen . Dit is een fysiek kenmerk dat het overmoldmateriaal vasthoudt, zodat het niet kan loslaten.
Zie het als het dichtknopen van een overhemd. Chemische hechting is de stof; de vergrendeling is de knop.
- Gaten: Als je gaten in het substraat ontwerpt, vloeit het TPE door naar de andere kant, waardoor het in wezen “paddestoelen” vormt om zichzelf op te sluiten.
- Ondersnijdingen: Maak een zwaluwstaart of groef in het stijve deel waar het TPE in uitmondt.
- Omhulsels: Door simpelweg het TPE rond de rand van het onderdeel aan de achterkant te wikkelen, ontstaat een fysiek anker.
3. Beheer de “Uitschakeling”
De “afsluiting” is de lijn van uw kant waar het zachte materiaal stopt en het harde plastic begint. Dit is de meest voorkomende plaats voor defecten.
- Als het stalen gereedschap niet hard genoeg op het substraat drukt, zal het hogedruk-TPE langs de lijn spuiten, waardoor een lelijke “flits” ontstaat.
- Ontwerptip: Ontwerp een groef of een trede op de afsluitlijn. Het zorgt voor een scherpe, zuivere overgang en zorgt ervoor dat het stalen gereedschap stevig tegen het plastic aansluit om doorbranden te voorkomen.
4. Laat de randen niet vervagen
Vermijd het ontwerpen van de TPE-laag om af te lopen tot nul dikte (een “veerrand”). Dun rubber is zwak. Het zal vrijwel onmiddellijk loslaten, krullen en scheuren.
- De oplossing: Eindig de TPE-laag altijd abrupt in een groef of vlak met een muur. Geef het materiaal voldoende dikte (minstens 0,5 mm) tot aan de rand, zodat het structurele integriteit heeft.
Probleemoplossing: als er iets misgaat
Zelfs doorgewinterde ingenieurs komen problemen tegen met overmolding. Omdat je met twee verschillende materialen en thermische dynamiek worstelt, is de foutmarge kleiner dan bij standaard gieten. Hier zijn de drie meest voorkomende defecten die we tegenkomen en hoe u deze kunt oplossen.
1. Delaminatie (peeling)
Het symptoom: De zachte overmold pelt als een sticker van het stijve substraat af.
De oorzaak: Dit is bijna altijd een chemische incompatibiliteit of een ‘koud substraat’. Als het stijve deel te veel afkoelt voordat het zachte materiaal het raakt, zal de moleculaire binding niet ontstaan.
De oplossing:
- Controleer compatibiliteit: Probeert u TPE aan Nylon te verlijmen zonder bindmiddel?
- Verwarm het substraat voor: Bij insert moulding verwarmen we de stijve delen vaak voor in een oven voordat we ze in de mal plaatsen. Dit zorgt ervoor dat de twee materialen beter samensmelten.
2. Flitser (de rommelige rand)
Het symptoom: Overtollig dun materiaal spuit voorbij de beoogde ontwerplijn.
De oorzaak: TPE is vaak zeer vloeibaar (lage viscositeit). Als het stalen gereedschap niet perfect aansluit op het stijve substraat, zal de TPE ontsnappen.
De oplossing: Je hebt een ‘crush’-pasvorm nodig. Het stalen gereedschap moet zo zijn ontworpen dat het lichtjes in het substraat drukt (ongeveer 0,002 inch) om een goede afdichting te creëren.
3. Korte schoten
Het symptoom: De mal vult zich niet volledig; delen van de grip ontbreken.
De oorzaak: Opgesloten lucht. Terwijl het TPE over het substraat stroomt, kan er aan het einde van de vulling lucht vast komen te zitten, waardoor het materiaal de vorm niet kan voltooien.
De oplossing: Verbeter de ontluchting in de mal. De lucht heeft een manier nodig om te ontsnappen, zodat het plastic de leegte kan opvullen.
De kostenrealiteit: is overmolding de moeite waard?
Laten we het over cijfers hebben. B2B-kopers aarzelen vaak als ze de eerste offerte voor overmolding zien.
De investering vooraf
Ja, overmolding is in eerste instantie duur.
- Gereedschap: U betaalt in feite voor twee mallen (of één zeer complexe 2-shot mal). Verwacht dat de gereedschapskosten dat ook zullen zijn 50% tot 100% hoger dan een standaard single-shot mal.
- Machinetijd: Maakt u gebruik van een 2-shot machine, dan ligt het uurtarief hoger dan bij een standaardpers.
De langetermijnbesparingen
De ‘sticker-shock’ verdwijnt echter meestal als je naar de camera kijkt Totale eigendomskosten .
- Nul montagearbeid: U elimineert de arbeidskosten voor het aan elkaar lijmen, schroeven of klikken van onderdelen.
- Geen lijmen: U stopt met het kopen van dure industriële lijmen en primers.
- Kwaliteitscontrole: U elimineert het risico op montagefouten (bijvoorbeeld wanneer een werknemer vergeet een pakking te installeren).
Het oordeel: Als u kleine volumes produceert (minder dan 1.000 eenheden), kan overmolding overdreven zijn; blijf bij handmatige montage. Maar bij de productie van grote volumes (10.000 stuks) weegt de arbeidsbesparing bijna altijd zwaarder dan de hogere gereedschapskosten.
Een overmoldingpartner selecteren
Niet elke spuitgietwinkel kan overmolding aan. Het vereist specifieke apparatuur en diepere materiaalwetenschappelijke kennis. Let bij het doorlichten van een leverancier op deze drie dingen:
- Two-Shot-ervaring: Vraag om monsters. Als ze alleen maar ‘insert moulding’ doen (onderdelen met de hand laden), kunnen ze moeite hebben met de precisie van grote volumes.
- Materiaalexpertise: Vraag het hen, “Welke kwaliteit TPE adviseert u voor het verlijmen op glasgevuld nylon?” Als ze daar niet onmiddellijk antwoord op kunnen geven of aanbieden om met hun materiaalleverancier te praten, ren dan weg.
- Simulatiesoftware: Maken ze gebruik van Moldflow-analyse? Simulatie is van cruciaal belang bij het overmolding om te voorspellen hoe het tweede materiaal over het eerste zal vloeien zonder het opnieuw te smelten of krom te trekken.
Conclusie
Overmolding is een van de meest effectieve manieren om uw product van ‘functioneel’ naar ‘marktleider’ te tillen. Het verandert een eenvoudige plastic behuizing in een duurzaam, ergonomisch en eersteklas apparaat.
Hoewel de ontwerpregels strenger zijn en de initiële gereedschappen een investering zijn, valt de winst (in productprestaties, esthetiek en besparingen op de montage) niet te ontkennen.
Of u nu de volgende generatie medische apparaten of robuuste industriële gereedschappen ontwerpt, de sleutel tot succes ligt in een vroege samenwerking. Wacht niet tot het ontwerp bevroren is. Betrek uw productiepartner er vroeg bij om materiaalcombinaties en afsluitlocaties te bespreken, zodat u verzekerd bent van een band die een leven lang meegaat.
Bonusbron: de Overmolding-compatibiliteitsmatrix
Ingenieurs vragen ons vaak: “Zal TPE zich hieraan houden?” Het antwoord is zelden een simpel ja of nee; het hangt af van de chemie.
Gebruik dit diagram als een snelle referentiegids. We hebben de obligaties in drie niveaus onderverdeeld:
- Chemische binding: De materialen smelten op natuurlijke wijze samen tijdens het gieten.
- Mechanisch slot vereist: Ze blijven niet chemisch plakken; jij moet ontwerp gaten of ondersnijdingen om de overmal op te vangen.
- Incompatibel: Deze materialen botsen (de smelttemperaturen zijn bijvoorbeeld te verschillend) en mogen niet samen worden gebruikt.
Gemeenschappelijke materiaalcombinaties
| Substraat (stijf) | TPE (styreen) | TPU (urethaan) | TPV (vulcanisaat) | Siliconen (LSR) |
|---|---|---|---|---|
| ABS | Uitstekend | Goed | Eerlijk | Primers nodig |
| Polycarbonaat (PC) | Uitstekend | Uitstekend | Eerlijk | Primers nodig |
| Polypropyleen (PP) | Goed | Arm | Uitstekend | Arm |
| Nylon (PA6 / PA66) | Moeilijk * | Eerlijk | Eerlijk | Arm |
| Polystyreen (PS) | Goed | Arm | Arm | Arm |
| POM (acetaal) | Arm | Arm | Arm | Arm |
Technische professionele tips voor deze grafiek
1. Het ‘nylonprobleem’
U zult merken dat Nylon (PA) is gemarkeerd als 'Moeilijk'. Dit is de meest voorkomende valkuil voor nieuwe ontwerpers. Nylon is hygroscopisch (absorbeert vocht) en heeft een hoge hittebestendigheid. Standaard TPE laat direct los.
- De oplossing: U moet een opgeven gemodificeerde TPE-kwaliteit speciaal ontworpen voor nylonhechting. Je moet het nylonsubstraat ook warm houden (vaak voorverwarmen), zodat het TPE niet bevriest zodra het het oppervlak raakt.
2. De ‘Like Like Like Like’-regel
Het geheim van het lezen van deze grafiek is Polariteit .
- Polaire materialen (ABS, PC, TPU) hechten zich graag aan andere polaire materialen.
- Niet-polaire materialen (PP, PE, Standaard TPE) hechten zich graag aan andere niet-polaire materialen.
- Het mengen ervan (bijvoorbeeld TPU op polypropyleen) mislukt meestal zonder chemische modificatie.
3. Bij twijfel: blokkeer elkaar
Zelfs als u de beoordeling ‘Uitstekend’ heeft (zoals ABS TPE), raden we toch aan een kleine mechanische vergrendeling toe te voegen als het onderdeel zwaar zal worden misbruikt. Het kost niets extra's in de ontwerpfase, maar biedt een verzekering tegen delaminatie in het veld.
Laatste oproep tot actie (CTA)
Aangezien dit een artikel over het genereren van B2B-leads is, volgt hier een voorgestelde afsluitende CTA die na het diagram kan worden geplaatst:
"Bent u nog steeds niet zeker of uw materiaalcombinatie zal werken?
Gok niet met uw schimmelbudget. Bij IMTEC Mould hebben we duizenden op maat gemaakte onderdelen omgevormd. Stuur ons vandaag nog uw 3D-bestand of materiaallijst en onze ingenieurs voeren een gratis DFM-beoordeling (Design for Manufacturability) uit om er zeker van te zijn dat uw materialen perfect hechten – voordat u staal gaat zagen."
Veelgestelde vragen over overmolding
Vraag: Wat is het verschil tussen insert-molding en overmolding?
EEN: Het belangrijkste verschil is het proces, niet het resultaat. Vormstuk invoegen omvat het plaatsen van een voorgevormd onderdeel (vaak metaal of hard plastic) in een mal handmatig voordat het tweede materiaal wordt geïnjecteerd. Overmolding (specifiek two-shot moulding) is een continu, geautomatiseerd proces waarbij een machine het eerste materiaal injecteert en het tweede materiaal onmiddellijk in hetzelfde gereedschap injecteert. Insert-molding is over het algemeen beter voor kleine volumes, terwijl two-shot overmolding beter is voor massaproductie met grote volumes.
Vraag: Waarom laat mijn omgevormde onderdeel los (delaminaat)?
EEN: Peeling gebeurt meestal om een van de volgende drie redenen:
- Chemische incompatibiliteit: Je hebt twee materialen gekozen die niet op natuurlijke wijze hechten (bijvoorbeeld TPU op polypropyleen).
- Koud substraat: Als het eerste stijve deel te veel afkoelt voordat het tweede materiaal wordt geïnjecteerd, smelten ze niet.
- Verontreiniging: Als u gietwerk aanbrengt, zal stof of olie op het oppervlak van de ondergrond de hechting voorkomen.
Vraag: Kun je plastic op metaal gieten?
EEN: Ja. Dit gebeurt vrijwel altijd via Inzetvormstuk . Veelvoorkomende voorbeelden zijn onder meer het omspuiten van een zachte handgreep op een metalen sleutel of het gieten van plastic isolatie rond koperen elektrische contacten. Omdat metaal en plastic niet chemisch binden, kunt u dat ook doen moet Ontwerp het metalen onderdeel met gaten, kartels of groeven zodat het plastic er mechanisch op kan vastklikken.
Vraag: Hoeveel kost overmolding vergeleken met standaard gieten?
EEN: Verwacht dat de gereedschapskosten dat ook zullen zijn 50% tot 100% hoger dan een standaard enkelschotsmatrijs, omdat het gereedschap complexer is. Echter, de stuk prijs (kosten per eenheid) dalen vaak omdat u de arbeidskosten van handmatige montage en lijmen elimineert. Voor productieruns van meer dan 10.000 eenheden is overmolding doorgaans de meest kosteneffectieve optie.
Vraag: Wat is de minimale wanddikte voor de omgevormde laag?
EEN: Wij adviseren een minimale dikte van 0,5 mm (0,020 inch) voor de zachte TPE-laag. Alles wat dunner is dan dit heeft de neiging te scheuren tijdens het uitwerpen of aan de randen los te laten. Voor het beste “zachte” gevoel zonder zinksporen te veroorzaken, is een dikte tussen 1,5 mm en 3,0 mm ideaal.

