
Thermoplastisch polyurethaan (TPU) overbrugt de kloof tussen flexibele rubbers en stijve kunststoffen. Bekend om zijn uitzonderlijke elasticiteit, slijtvastheid en hoge treksterkte, is TPU zeer geliefd in de wereldwijde industriële productie. De verwerking van dit unieke polyurethaanelastomeer vereist echter een diep begrip van de verborgen technische nuances ervan.
Deze gids biedt technische inzichten in TPU-eigenschappen, verwerkingsparameters, matrijsontwerpgeheimen en strategieën voor probleemoplossing om uw productielijn te optimaliseren en de productie van B2B-componenten met hoog rendement te gareneren.
1. Belangrijkste eigenschappen en het selectiedilemma
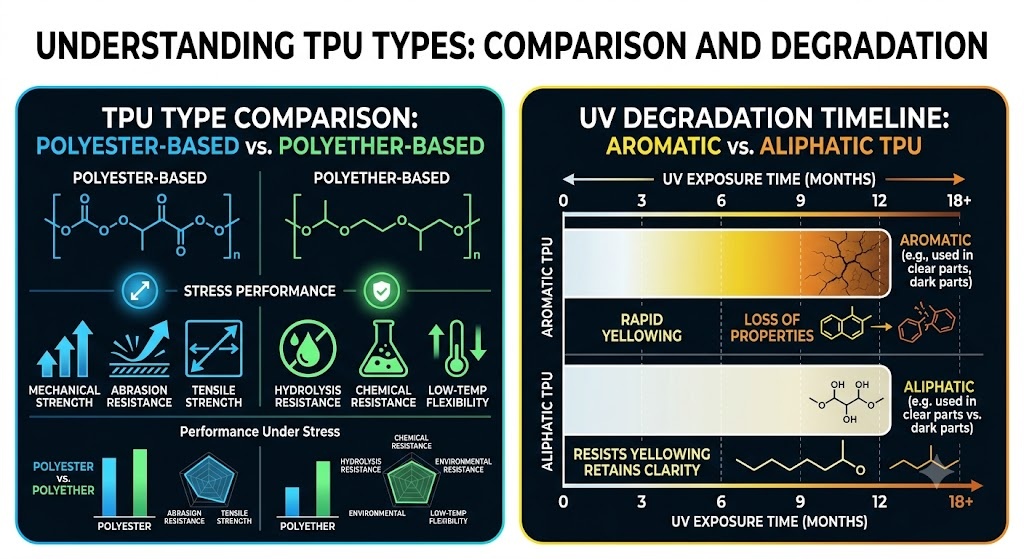
Als u de juiste TPU-kwaliteit kiest, moet u verder kijken dan de standaard shore-hardheidsgrafieken. Industriële inkoop- en productontwerpteams moeten eerst de fundamentele chemische divergentie in evenwicht brengen: Op polyester gebaseerde TPU versus op polyether gebaseerde TPU .
TPU op polyesterbasis:
- Mechanische sterkte: Superieure trek- en scheurweerstand.
- Slijtvastheid: Uitstekend (ideaal voor onderdelen met hoge slijtage, zoals industriële meubelwielen).
- Hydrolysebestendigheid: Slecht (gevoelig voor vochtafbraak).
- Flexibiliteit bij lage temperaturen: Goed.
- Microbiële resistentie: Laag.
Op polyether gebaseerde TPU:
- Mechanische sterkte: Matig.
- Slijtvastheid: Goed.
- Hydrolysebestendigheid: Uitstekend (ideaal voor natte of ondergedompelde omgevingen).
- Flexibiliteit bij lage temperaturen: Superieur (behoudt de elasticiteit bij ultralage temperaturen).
- Microbiële resistentie: Hoog.
Pro-tip: de verborgen kosten van vergeling
Standaard aromatische TPU's hebben moleculaire structuren die onder UV-straling worden afgebroken, waardoor heldere delen lelijk geel worden. Voor hoogwaardige consumptiegoederen, gespecialiseerde servokabelmantels of zichtbare auto-interieurs moeten ingenieurs op zoek gaan alifatische TPU-kwaliteiten . Alifatische chemie is inherent bestand tegen UV-licht, waardoor de optische helderheid en kleurstabiliteit gedurende langere levensduur van het product behouden blijven.
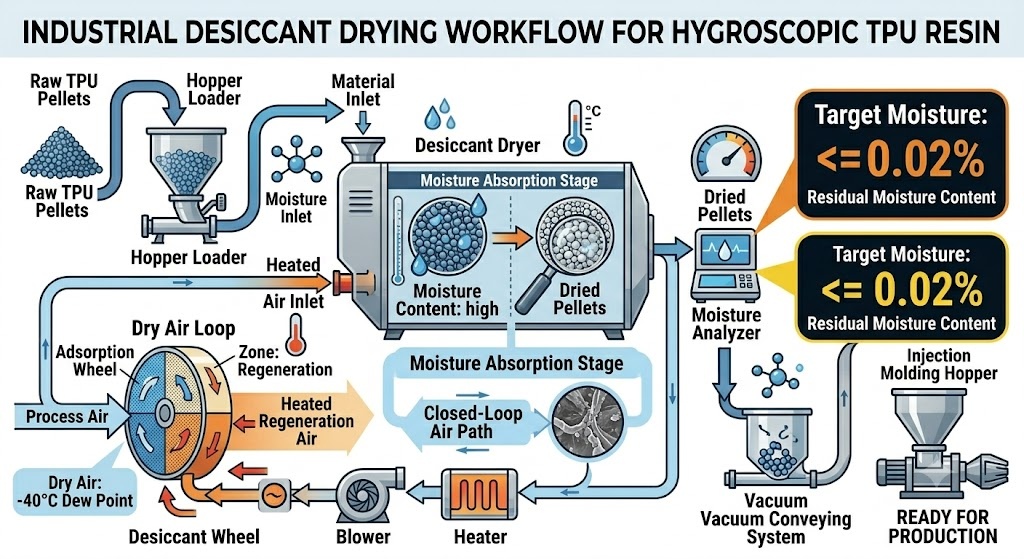
2. Materiaalvoorbereiding: meer dan alleen basisdrogen
Als er één enkel punt van falen is bij het spuitgieten van TPU, dan is het vocht. TPU is zeer hygroscopisch; het absorbeert actief waterdamp uit de omgevingslucht. Het verwerken van natte hars leidt tot onomkeerbare hydrolytische afbraak – een chemische reactie waarbij water de polyurethaanpolymeerketens bij hoge temperaturen splijt, waardoor de mechanische eigenschappen van het materiaal volledig worden vernietigd.
- De dauwpuntmetriek: Standaard heteluchthoppers zijn onvoldoende. U moet een adsorptiedroger gebruiken die een dauwpunt kan handhaven van -40°C of lager.
- Droogparameters: Droog de maagdelijke hars op 80°C tot 90°C voor 3 tot 4 uur . Het beoogde vochtgehalte vóór het betreden van het injectievat moet strikt zijn 0,02% of minder .
Pro-tip: de 20% maalgoedregel
Terwijl het terugdringen van de industriële kosten het hergebruik van gietbomen en uitlopers dicteert, moet de thermische geschiedenis van TPU strikt worden beheerd.
De gouden wet: Meng nooit meer dan 15% tot 20% maalgoed (gerecycled schroot) met maagdelijke hars.
Het overschrijden van deze limiet veroorzaakt een ernstige daling van de oorspronkelijke scheursterkte van het onderdeel en versnelt de esthetische vergeling. Bovendien absorbeert gemalen schroot tot twee keer zo snel vocht als nieuwe pellets; het moet ondergaan een onafhankelijke, rigoureuze droogmiddeldroging voordat ze in de trechter worden gemengd.
3. Verwerkingsparameters: het verslaan van schuifhitte
Het instellen van het thermische profiel voor TPU vereist een niet-lineaire aanpak. Omdat TPU-moleculen zeer gevoelig zijn voor wrijving, vertoont het materiaal een hoge wrijvingsweerstand schuifgevoeligheid . Wanneer de spuitgietmachine het gesmolten elastomeer door nauwe restricties dwingt, ontstaat er enorme interne wrijving, ook wel bekend als schuif verwarming .
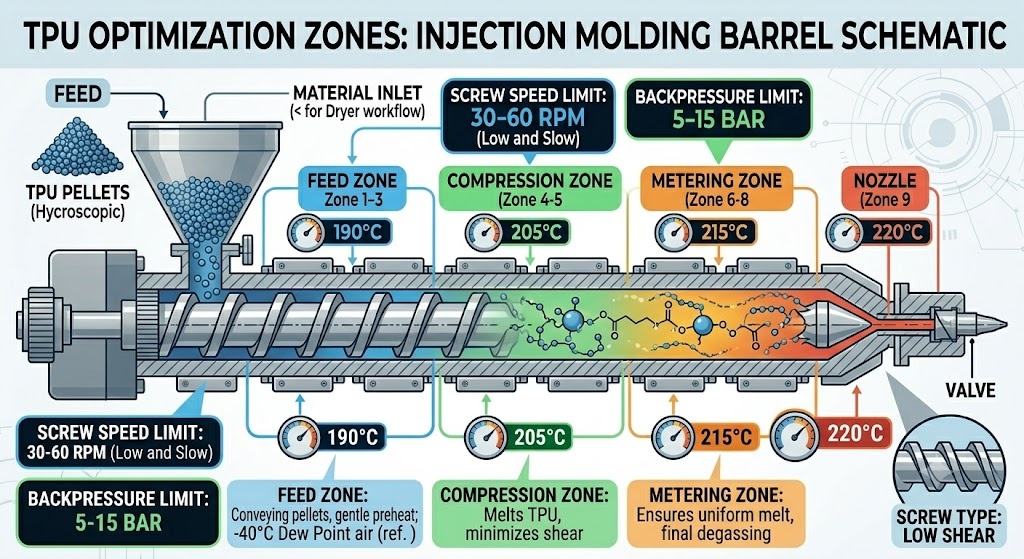
Om te voorkomen dat deze wrijvingswarmte oververhit raakt en het materiaal verbrandt, implementeert u de “Laag en langzaam” strategie voor het afstemmen van machines:
- Smelttemperatuur: Zorg voor een nauwkeurig tonprofiel ertussen 190°C en 220°C . Overschrijding van de temperatuur van 230°C zal thermische ontleding veroorzaken.
- Vormtemperatuur: Houd schimmelwanden op 20°C tot 40°C . Koelere mallen versnellen de kristallisatie van de polyurethaanblokken, waardoor het onderdeel kan structureren en schoon kan worden uitgeworpen zonder kromtrekken.
- Schroef en tegendruk: Stel lage lineaire schroefsnelheden in ( 30 tot 60 tpm ) en minimale tegendruk ( 5 tot 15bar ). Hoge tegendruk dwingt onnodige schuifspanning op het elastomeer, waardoor de polymeerketens worden afgebroken voordat het plastic zelfs maar het mondstuk verlaat.
4. Vormontwerpgeheimen voor kleverige elastomeren
Standaard ontwerpprincipes voor mallen bedoeld voor harde kunststoffen zoals ABS of polypropyleen zullen falen wanneer ze worden toegepast op flexibele TPU. Zachte elastomeren vereisen gespecialiseerde geometrische en mechanische toleranties binnen het staalgereedschap.
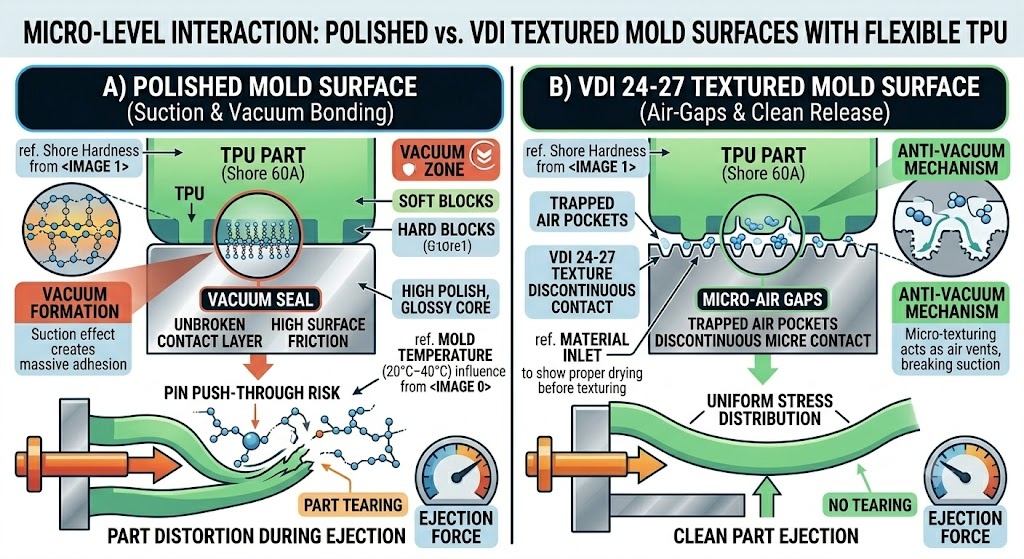
De nachtmerrie van vacuümsteken
Zachte TPU-kwaliteiten (Shore 60A tot 85A) hebben een hoge oppervlaktewrijving. Tijdens het openen van de matrijs werkt het gladde elastomeer als een zuignap en vormt een vacuüm tegen hooggepolijste, glanzende kernoppervlakken. Het onderdeel zal blijven plakken, vervormen of scheuren tijdens mechanisch uitwerpen.
- De oplossing: Vermijd hoogglanzende spiegelafwerkingen. Geef in plaats daarvan een anti-vacuüm schimmeltextuur zoals een lichte parelstraal- of chemische EDM-structuur ( VDI 24 tot 27 ). Deze microtextuur vangt kleine luchtzakjes op tussen het staal en het elastomeer, waardoor de vacuümafdichting wordt verbroken en dient als een ingebouwd mechanisch losmiddel.
Specificaties voor microventilatie
Vanwege de hoge injectiesnelheden kan opgesloten gas flexibele materialen gemakkelijk verschroeien. Omdat TPU echter gemakkelijk onder druk stroomt, zullen overmaatse ventilatieopeningen flitsen veroorzaken.
- De regel: Machinaal bewerkte gasopeningen moeten een strikte microdieptelimiet hebben van 0,015 mm tot 0,02 mm . Deze is smal genoeg om het gesmolten elastomeer te bevatten en tegelijkertijd de perslucht veilig te laten ontsnappen.
5. Matrix voor probleemoplossing (geavanceerde veldoplossingen)
Wanneer zich defecten voordoen op de fabrieksvloer, vereist het identificeren van de werkelijke oorzaak een onderscheid tussen thermische en omgevingsindicatoren. Gebruik deze veldgids voor snelle, doelgerichte probleemoplossing:
-
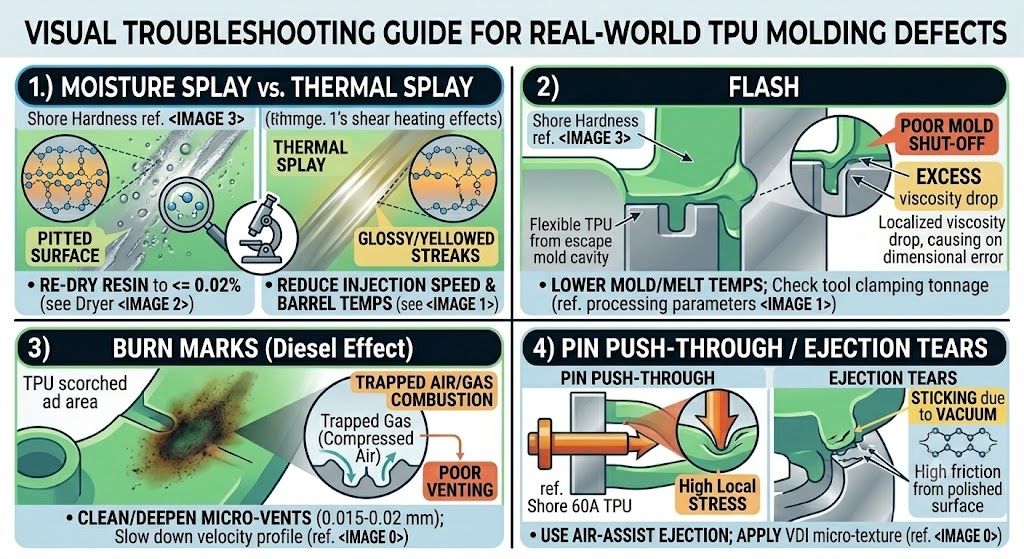
Verspreide markeringen (zilverachtige strepen)
-
Waarschijnlijke oorzaak: Hydrolytische of thermische afbraak.
-
Geavanceerde veldoplossing: De microscooptest: Inspecteer de strepen onder vergroting. Als de strepen ruw en ontpit zijn, is er sprake van vochtverspreiding (verleng de droogtijd). Als de strepen glad en glanzend zijn, is er sprake van thermische spreiding veroorzaakt door overmatige schuifwarmte (verlaag de injectiesnelheid of de temperatuur van de spuitmond).
-
Flits (overtollig materiaal bij naden)
-
Waarschijnlijke oorzaak: Overinjectie of plaatselijke viscositeitsdaling.
-
Geavanceerde veldoplossing: Verlaag de smelttemperatuur om de viscositeit te verhogen, of verminder het houddrukprofiel. Controleer of de klemkracht van het gereedschap overeenkomt met het vereiste tonnage.
-
Brandplekken (dieseleffect)
-
Waarschijnlijke oorzaak: Opgesloten gascompressie in ongeventileerde zakken.
-
Geavanceerde veldoplossing: Reinig en verdiep de micro-ventilatieopeningen (max. 0,02 mm). Vertraag het injectiesnelheidsprofiel vlak voordat de smelt de laatste vulzone binnengaat.
-
Kleverige delen / Uitwerpscheuren
-
Waarschijnlijke oorzaak: Vacuümverlijming of voortijdig verpakken.
-
Geavanceerde veldoplossing: Schakel over naar een luchtondersteund uitwerpsysteem (luchtblaasklep) naast mechanische pinnen. Breng een VDI-microtextuur aan op de kern.
6. Toekomstige trends: inkoop voor de groene toeleveringsketen
Nu mondiale merken overstappen naar een circulaire economie, verschuiven de internationale ESG-eisen de benchmarks voor B2B-inkoop. Het industriële productie-ecosysteem beweegt zich snel in de richting van Biogebaseerde TPU and PCR (Post-Consumer Recycled) Elastomeren .
Moderne biogebaseerde TPU's vervangen traditionele uit aardolie afkomstige polyolen door plantaardige alternatieven (zoals maïszetmeel of ricinusolie), waardoor de CO2-voetafdruk met wel 40% wordt verkleind.
De realiteit van het verwerkingsvenster
Ingenieurs en inkopers moeten er rekening mee houden dat biogebaseerde en gerecyclede TPU's aanzienlijk bezitten smallere verwerkingsvensters dan fossiele brandstoffen. Biopolymeren vertonen een hogere thermische gevoeligheid en een lagere schuiftolerantie. Om uw werkvloer aan te passen aan deze groene materialen, is een upgrade nodig naar nauwkeurige vormmachines met gesloten lus, waarbij prioriteit wordt gegeven aan geavanceerde droogopstellingen met droogmiddelen en het gebruik van geoptimaliseerde gereedschapstextuur om concurrerend te blijven in de groene toeleveringsketen.

