
In het moderne industriële spuitgieten – vooral binnen de veeleisende Noord-Amerikaanse toeleveringsketens voor de automobiel-, ruimtevaart- en medische apparatuur – heeft de drang naar structurele lichtgewichting en componentintegratie geleid tot een ongekende afhankelijkheid van dunwandige profielen en complexe, vezelversterkte polymeermatrices. Hoewel deze verbeteringen aanzienlijke materiaal- en massa-efficiëntie opleveren, vergroten ze aanzienlijk het risico van plaatselijke mechanische storingen en cosmetische afstoting als gevolg van brei- en laslijnen. Deze structurele grensvlakken zijn verre van eenvoudige oppervlakkige onvolkomenheden, maar vertegenwoordigen diepe discontinuïteiten binnen de gevormde matrix waar polymeerketens er niet in slagen adequaat te interdiffunderen. Om de krappe OEM-marges te beschermen en strenge mechanische veiligheidsnormen te handhaven, kunnen fabrikanten het herstel van breilijnen niet langer beschouwen als een reeks aanpassingen met vallen en opstaan aan de pers. In plaats daarvan moeten technische teams een datagestuurde methodologie hanteren die kwantitatieve inspecties op de werkvloer naadloos koppelt aan geavanceerde voorspellende simulatie en geoptimaliseerde gereedschapslay-outs.
Gebreide lijnen detecteren en inspecteren: overgang van visuele naar kwantitatieve statistieken
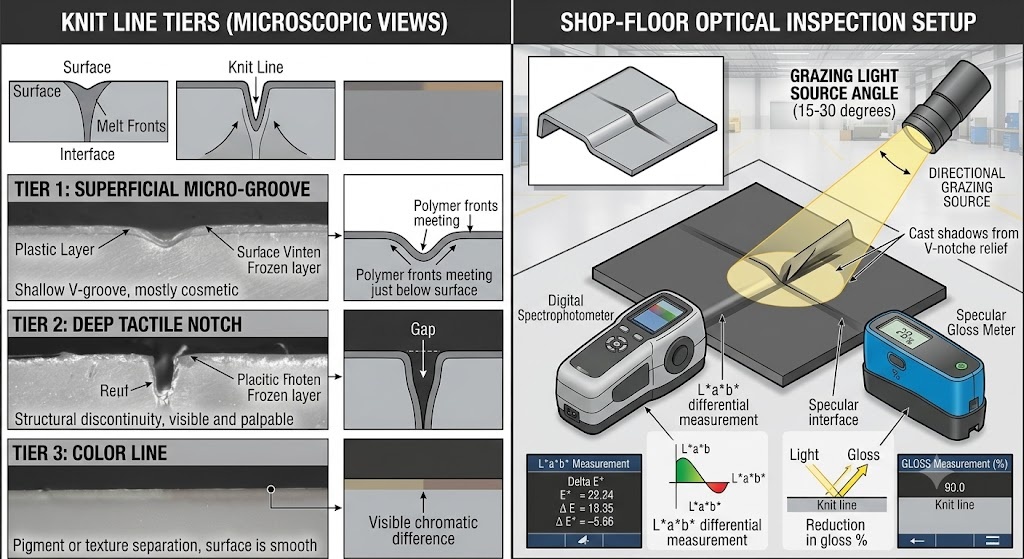
Om een robuust kwaliteitscontrolekader tot stand te brengen, moeten vormbewerkingen subjectieve visuele evaluaties elimineren en deze vervangen door nauwkeurige, kwantificeerbare meetgegevens. Op de productievloer categoriseert traditionele visuele inspectie problemen met breilijnen vaak via vage kwalitatieve descriptoren. Echte procesbeheersing vereist het omzetten van deze kwalitatieve observaties in digitale, herhaalbare variabelen. Oppervlaktemorfologie moet worden onderverdeeld in verschillende fysieke lagen: oppervlakkige microgroeven, diepe voelbare inkepingen en differentiële gelokaliseerde verkleuring. Met behulp van gespecialiseerde beeldvormingstechnieken, zoals strijklicht met een lage hoek en projectie met hoog contrast, kunnen kwaliteitsingenieurs oppervlakteafwijkingen in kaart brengen. Voor cosmetische componenten moeten spectrofotometers worden gebruikt om chromatische verschuivingen over het grensvlak vast te leggen met behulp van de gestandaardiseerde CIELAB-kleurruimte, waarbij een bovengrens wordt vastgesteld, zoals Delta E_ab kleiner dan of gelijk aan 0,5. Tegelijkertijd zijn contactglansmeters nodig om lokale spiegelglansreducties te kwantificeren, zodat het lasgebied binnen een gespecificeerde tolerantiewaarde overeenkomt met de nominale textuur.
Voor dragende of vloeistofkritische technische componenten vertegenwoordigen niet-destructieve oppervlaktemetingen slechts de helft van het validatieprotocol. De mechanische integriteit moet worden bevestigd via strenge, gestandaardiseerde destructieve testregimes. Technische protocollen moeten voorschrijven dat trekproefstaven (conform ASTM D638 of ISO 527) rechtstreeks uit productiecomponenten moeten worden geoogst, met de breilijn precies gelokaliseerd in het midden van de meetlengte. De mechanische prestaties van deze monsters worden vervolgens vergeleken met identieke basismonsters die zonder interface zijn gegoten om de Weld Line Strength Retention Factor (WRF) te berekenen, die wordt uitgedrukt door de volgende vergelijking in platte tekst:
Hoewel een esthetische consumentenbehuizing een aanzienlijke krachtverlies kan tolereren, op voorwaarde dat de kleurvariatie verwaarloosbaar is, hanteren kritische onderdelen onder de motorkap van auto's of spruitstukken voor medische vloeistoffen vaak strikte kwaliteitsdrempels, waarbij elke batch wordt afgewezen die onder de retentiewaarde van 90 procent of 95 procent valt. Als een laslijn onder deze vooraf bepaalde drempelwaarden komt, moeten kwaliteitsingenieurs onmiddellijk een vierstapsinspectiechecklist op de werkvloer uitvoeren:
- Controleer de werkelijke smelt- en vormholtetemperaturen met behulp van gekalibreerde thermische sondes.
- Documenteer het tactiele diepteprofiel met behulp van een oppervlakteprofielmeter.
- Vergelijk het gelokaliseerde onderdeelgewicht met de nominale limieten om te controleren op onderverpakking.
- Als het probleem aanhoudt, extraheer dan monsters voor metallografische dwarsdoorsneden of scanning-elektronenmicroscopie (SEM) om te inspecteren op ingesloten microscopische vluchtige stoffen of plaatselijke verkeerde uitlijning van de vezels langs het breukoppervlak.
Oorzaken en voorspellende simulatie: natuurkunde verbinden met bruikbare inzichten
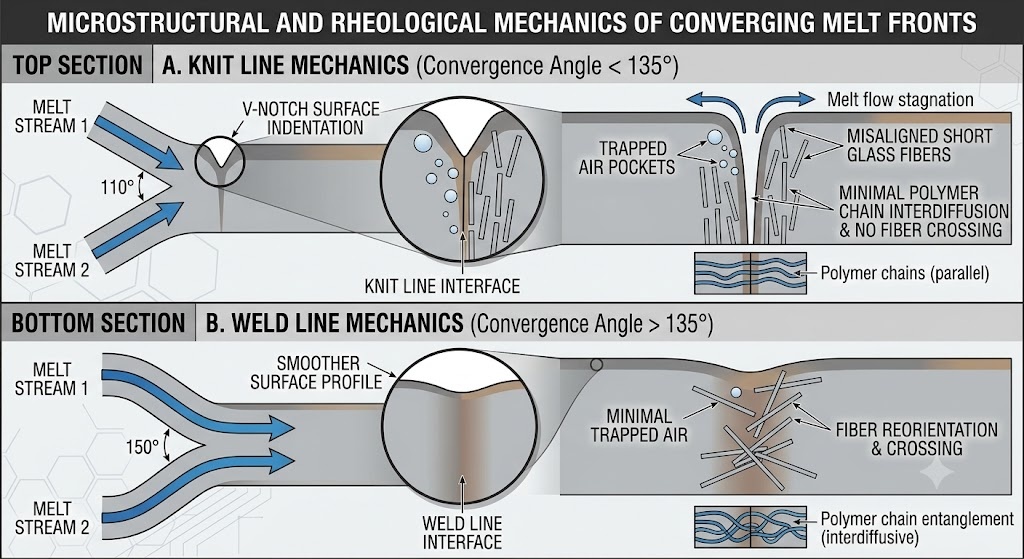
Een gebreide lijn wordt gevormd wanneer twee of meer verschillende polymeersmeltfronten elkaar frontaal ontmoeten in de vormholte onder een convergentiehoek van minder dan 135 graden. Wanneer de convergentiehoek deze drempel overschrijdt, wordt de grens technisch geclassificeerd als een laslijn, waardoor de parallel stromende stromen op natuurlijkere wijze kunnen samenvloeien. De onderliggende fysica die de sterkte en zichtbaarheid van dit grensvlak regelt, hangt volledig af van de thermodynamische toestand van het materiaal tijdens convergentie. Terwijl de smelt door de holte beweegt, ontstaat er door contact met het koelere vormstaal een bevroren grenslaag, die het actieve stromingskanaal voortdurend vernauwt. Als de lokale smelttemperatuur daalt nabij het overgangspunt van het materiaal, of als de plaatselijke injectiedruk afneemt als gevolg van lange stroompaden, missen de moleculaire ketens de noodzakelijke thermische energie en pakkingkracht om het grensvlak te passeren en onderling te diffunderen. Bovendien dwingen de gesplitste stroompaden inherent anisotrope versterkingen, zoals korte glasvezels, om evenwijdig aan de ontmoetingsgrens te roteren, waardoor mechanische overbrugging over de kruising volledig wordt geëlimineerd.
In plaats van deze fysieke verschijnselen aan te pakken via dure proefondervindelijke aanpassingen nadat gereedschapsstaal is gesneden, moeten geavanceerde CAE-tools met eindige elementen (zoals Autodesk Moldflow, Moldex3D of Sigmasoft 3D) worden gebruikt tijdens de productontwerpfase. Ingenieurs moeten verder kijken dan eenvoudige, binaire visuele plots en kwantitatieve analytische criteria evalueren. De belangrijkste simulatieresultaten omvatten het volgen van snelheidsvectorstagnatiepunten, het identificeren van gelokaliseerde temperatuurdalingen op de kruising en het extraheren van de numerieke Weld Line Intensity Index (VHI). Een zeer betrouwbare methode voor het evalueren van de structurele integriteit omvat het in kaart brengen van de geprojecteerde vezeloriëntatietensoren rechtstreeks vanuit de injectiesimulatie in stroomafwaartse structurele FEA-pakketten, waardoor ontwerpers gelokaliseerde spanningsconcentraties onder reële mechanische belastingen kunnen simuleren. Om nauwkeurige voorspellingen te garanderen, moeten simulatiemodellen zeer verfijnde 3D-mazen gebruiken die bestaan uit ten minste 10 tot 12 lagen over dunne wandsecties, gecombineerd met geverifieerde materiaalkarakteriseringsgegevens en nauwkeurige machineresponsparameters.
Om deze virtuele CAE-diagnostiek om te zetten in praktische oplossingen op de werkvloer, moeten technische teams een gestandaardiseerde diagnostische beslissingsboom volgen. Wanneer een simulatie een onaanvaardbaar risico op breilijnen aangeeft, moet de ingenieur variabelen systematisch evalueren en isoleren in plaats van de parameters willekeurig aan te passen. Controleer eerst of het knooppunt naar een niet-kritisch gebied kan worden verplaatst door de poortlocaties te verschuiven. Als geometrische beperkingen het verplaatsen van de poort onmogelijk maken, is de volgende stap het evalueren van het gelokaliseerde thermische beheer, waarbij wordt beoordeeld of variabele aanpassingen van de matrijstemperatuur de moleculaire binding kunnen verbeteren. Als de thermische aanpassingen onvoldoende zijn, moet ten slotte de mechanische wanddikte worden gewijzigd om de lokale stromingsweerstand te verlagen en de pakkingdruk te verhogen. Deze gestructureerde methode zorgt ervoor dat aanpassingen aan tooling en processen gebaseerd zijn op gedegen technische principes, waardoor ontwikkelingscycli aanzienlijk worden verkort en dure engineering change orders (ECO's) laat in de lanceringscyclus worden voorkomen.
Vormontwerp en poortlocatiestrategieën: controle van stroompaden en thermische lay-outs
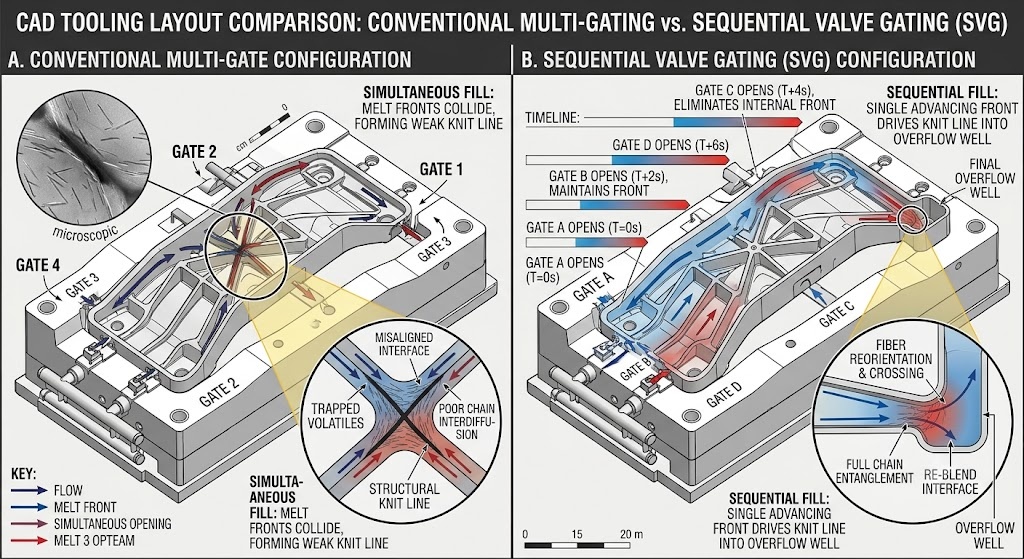
De belangrijkste methode voor het elimineren of verplaatsen van breilijnen is de strategische plaatsing van het poortsysteem van het gereedschap. De selectie van de poortgeometrie – of er nu gebruik wordt gemaakt van nauwkeurige directe kleppoorten, randpoorten of ventilatorpoorten – bepaalt het initiële vulpatroon en bepaalt direct hoe de stroomfronten zich splitsen en opnieuw combineren rond kernpennen of interne uitsparingen. Bij het ontwerpen van complexe onderdelen moeten ingenieurs nauwkeurige regels opstellen met betrekking tot de stroomafstand en de maximaal toelaatbare verhoudingen van stroomlengte tot wanddikte. In dunwandige consumentenelektronica wordt bijvoorbeeld vaak een sequentiële kleppoortstrategie (SVG) toegepast. Door elektronisch gestuurde hydraulische of pneumatische pennen te gebruiken om kleppoorten in een precieze, getimede volgorde te openen, kunnen ingenieurs de vorming van interne breilijnen volledig elimineren door een enkel, continu smeltfront over de holte te dwingen, waardoor de laslijnen naar perifere flitsgebieden of niet-structurele randen worden verschoven.
Naast de plaatsing van de poort is het beheer van de thermische prestaties binnen het vormstaal van cruciaal belang voor het optimaliseren van de kwaliteit van de breilijnen. Traditionele rechtgeboorde koellijnen laten vaak diepe kernsecties en complexe hoeken geïsoleerd van effectieve thermische koeling, wat resulteert in plaatselijke hotspots of ernstige thermische gradiënten die het grensvlak van de gebreide lijn verzwakken. Door conventionele lijnen te vervangen door geavanceerde conforme koelkanalen – vervaardigd via directe metaallasersintering (DMLS) – kunnen koellijnen de exacte contouren van de holte van het onderdeel volgen. Dit zorgt voor een zeer uniforme warmteafvoer en maakt nauwkeurig gelokaliseerd Snelle hittecyclusgieten (RHCM) mogelijk. Door stoom of water onder hoge temperatuur te gebruiken om het lokale breilijngebied tijdens het vullen snel te verwarmen, en vervolgens over te schakelen op koud water voor snelle stolling, kunnen fabrikanten de oppervlaktetemperatuur van de holte boven de glasovergang of het kristallijne smeltpunt van de hars houden tijdens de vorming van breilijnen. Hierdoor worden inkepingen in het oppervlak volledig geëlimineerd en wordt de verstrengeling van de polymeerketen gemaximaliseerd.
| Tooling-strategie | Typische gereedschapskostenpremie | Impact van cyclustijd | Verbetering van de sterkte van de gebreide lijn | Beste toepassingspasvorm |
| Conventionele machinaal bewerkte koeling | Basislijn (0 dollar) | Basislijn (25 tot 45 seconden) | Minimaal (0 tot 10 procent verbetering) | Laag-complexe, dikwandige structurele blokken. |
| Conformeel koelinzetstuk (DMLS) | 15 procent tot 30 procent | Een reductie van 15 tot 30 procent | Een stijging van 15 tot 30 procent | Complexe autobekleding, medische onderdelen met meerdere holtes. |
| Sequentiële klepafsluiting (SVG) | 25 procent tot 40 procent | Neutraal | Verplaatst het defect volledig | Grote carrosseriepanelen, instrumentale panelen, lange covers. |
| Rapid Heat Cycle Molding (RHCM) | 40 procent tot 60 procent | Een stijging van 10 tot 25 procent | Een stijging van 40 tot 70 procent | Hoogglanzende consumentendisplays, medische optische behuizingen. |
Voordat deze geavanceerde toolaanpassingen worden geïmplementeerd, moeten technische teams vooraf een rigoureuze return on investment (ROI) en risicobeoordeling uitvoeren. Hoewel het toevoegen van een DMLS-conforme insert of een SVG-spruitstuk de initiële kapitaaluitgaven voor gereedschappen met tienduizenden dollars kan verhogen, moeten deze kosten zorgvuldig worden afgewogen tegen operationele langetermijngegevens. Voor een autoproductie met een hoog volume die meerdere jaren bestrijkt, rechtvaardigt een reductie van de cyclustijd met 20 procent, gecombineerd met een aanzienlijke vermindering van de schrootpercentages, gemakkelijk de initiële gereedschapspremie. Omgekeerd biedt het aanpassen van de wanddikte van onderdelen of het inbouwen van gelokaliseerde overloopputten (die de koude slakken aan het einde van het stroomfront verzamelen en na het gieten netjes machinaal kunnen worden verwijderd) een meer kosteneffectief alternatief dat aan de vereiste mechanische specificaties voldoet zonder het kapitaalbudget van het project te overschrijden.
Afwegingen op het gebied van verwerking, materialen en productie: parametermatrices optimaliseren
Wanneer gereedschapsaanpassingen worden beperkt door budget of tijdlijnen, moeten ingenieurs vertrouwen op systematische procesoptimalisatie en zorgvuldige materiaalselectie om de prestaties van breilijnen te beheren. De moleculaire structuur van het ruwe polymeer dicteert zijn reologische gedrag tijdens smeltfrontconvergentie. Ongevulde basisharsen zoals polypropyleen (PP) of amorf acrylonitril-butadieen-styreen (ABS) vloeien gemakkelijk en binden zich gemakkelijk bij lagere relatieve energieën. Technische kunststoffen voor hoge temperaturen zoals polycarbonaat (PC), polyamide 6/66 (PA6/PA66) en polyfenyleenoxide (PPO) vormen echter – vooral wanneer ze gevuld zijn met 30 tot 50 procent glasvezels of minerale modificatoren – ernstige reologische uitdagingen. Voor deze geavanceerde verbindingen moeten parameteraanpassingen een zeer gestructureerde, "conservatieve tot agressieve" verwerkingsmatrix volgen om materiaaldegradatie of verlenging van de cyclustijd te voorkomen.
Om systematisch defecten aan breilijnen op de productievloer op te lossen, moeten technici een uitgebreide richtlijn voor materiaal- en verwerkingsparameters raadplegen. Aanpassingen moeten altijd opeenvolgend worden uitgevoerd, zodat het proces na elke wijziging meerdere cycli kan stabiliseren om de impact op de kwaliteit van het onderdeel en de structurele prestaties nauwkeurig te meten:
| Harsmatrixtype | Aanbevolen smeltbereik (graden C) | Aanbevolen schimmelbereik (graden C) | Afstemmingsstap primaire injectiesnelheid | Verwacht behoud van sterkte van de breilijn (%) |
| Ongevuld polypropyleen (PP) | 200 - 240 | 30 - 60 | Matig Progressief (stappen van 10%) | 85% - 95% |
| ABS (esthetische kwaliteit) | 220 - 260 | 50 - 80 | High Velocity-profiel (snel doorgebreide zone) | 80% - 90% |
| Polycarbonaat (PC) | 280 - 320 | 80 - 110 | Hoge constante snelheid met hoog bepakking | 70% - 85% |
| PA66-GF30 (30% glas gevuld) | 270 - 300 | 80 - 120 | Ultrahoge snelheid (max. schuifverwarming) | 35% - 55% |
| PPO (Gewijzigd / Structureel) | 260 - 310 | 70 - 100 | Hoge snelheid gevolgd door onmiddellijke packshift | 50% - 70% |
Als geoptimaliseerde verwerkingsparameters een zichtbare breilijn op een zeer esthetisch onderdeel niet volledig kunnen elimineren, kunnen secundaire nabewerkingen nodig zijn. Opties voor herstel na het gieten, waaronder mechanisch schuren, automatisch gronden en verven, polijsten met chemische dampen of gelokaliseerde ultrasone fusie, kunnen oneffenheden in het oppervlak effectief maskeren, maar brengen aanzienlijke productie-compromisjes met zich mee. Hoewel een secundaire polyurethaancoating of een chemische oplosmiddelreiniging een vlekkeloze, hoogglanzende oppervlakteafwerking kan herstellen voor een amorfe consumentenbehuizing, verhogen deze bewerkingen de totale stukkosten, vereisen ze extra arbeid en verhogen ze de afvalpercentages als gevolg van handlingfouten. Bovendien verhelpen oppervlakteafwerkingen de onderliggende structurele gebreken niet. Als glasvezels onder een geverfd oppervlak niet goed uitgelijnd blijven, zal het onderdeel onder mechanische spanning bezwijken. Operations managers moeten deze afwerkingskosten zorgvuldig afwegen tegen de langetermijninvesteringen in geavanceerde gereedschapsupgrades, waarbij ze de optie moeten kiezen die de beste balans biedt tussen kwaliteit, kosten en betrouwbaarheid van componenten.
Versnel uw gereedschaps- en verwerkingsprestaties
Het elimineren van defecten aan breilijnen vereist het afstemmen van voorspellende engineering vooraf op gedisciplineerde kwaliteitscontrole. Download onze uitgebreide, kant-en-klare winkelvloer Probleemoplossing en simulatiekalibratiechecklist voor Knit Line (PDF) , met stapsgewijze aanpassingssjablonen voor de gietmachine, doel-VHI-meshparameters en ASTM/ISO-validatieformulieren.
Heeft u onmiddellijke technische ondersteuning nodig voor een actief programma? Neem vandaag nog contact op met ons technische team om een geavanceerde afspraak te maken CAE-simulatiebeoordeling en matrijslay-outaudit . Onze Noord-Amerikaanse productiespecialisten zorgen voor gedetailleerde diagnostische doorlooptijden binnen 3 tot 5 werkdagen.

