
Samenvatting
Vlamvertragende (FR) polymeerkwaliteiten worden gespecificeerd voor toepassingen in de automobiel-, elektronica-, elektrische en bouwsector, maar ze brengen verwerkingsuitdagingen en gereedschapsrisico's met zich mee die standaardkwaliteiten niet hebben. FR-additieven verkleinen de procesvensters, verhogen de corrosiviteit van vormstaal, beïnvloeden de oppervlakteafwerking en compliceren recyclingstromen. Deze gids behandelt het UL94-classificatiesysteem in detail, legt uit hoe elke belangrijke FR-chemie samenwerkt met spuitgietapparatuur en -gereedschappen, en biedt praktische specificaties voor matrijsontwerp en staalselectie bij het verwerken van FR-materialen.
1. Waarom vlamvertraging belangrijk is bij spuitgieten
Plastic verbrandt. De meeste technische thermoplastische materialen – ABS, PP, PA, PC – zijn inherent brandbaar, met een beperkende zuurstofindex (LOI) van 17-28%. In toepassingen waar ontstekingsrisico bestaat – elektrische behuizingen, EV-batterijbehuizingen, consumentenelektronica, vliegtuiginterieurs, bouwpanelen – kunnen ongemodificeerde polymeren niet voldoen aan de brandveiligheidsvoorschriften.
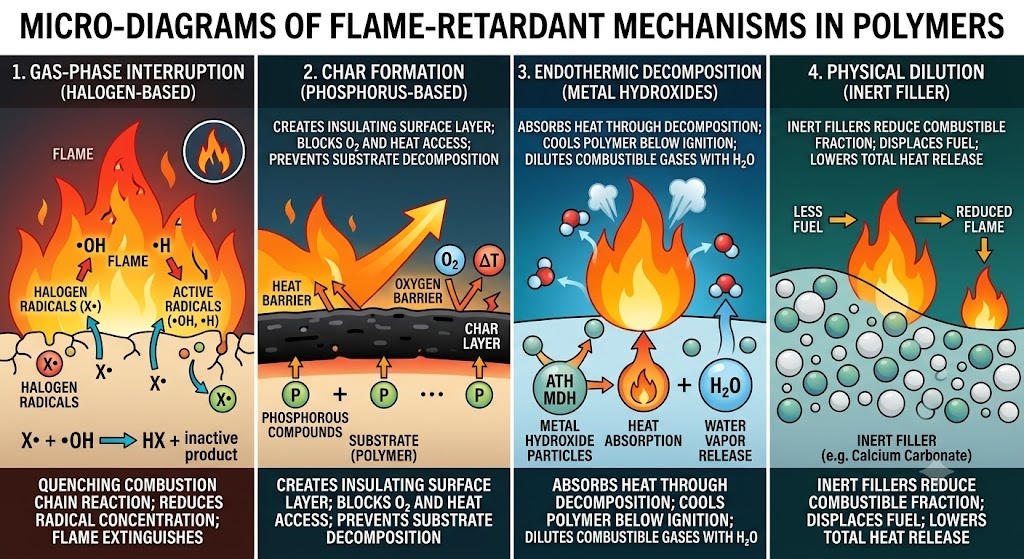
Vlamvertragers pakken dit aan via een of meer mechanismen:
- Onderbreking van de gasfase — FR-radicalen doven de verbrandingskettingreactie in de vlamzone (systemen op basis van halogeen)
- Char-formatie — FR-chemie bevordert een koolstofhoudende oppervlaktelaag die het substraat isoleert tegen de vlam (op fosfor gebaseerde, opzwellende systemen)
- Endotherme ontleding — FR-additief absorbeert warmte door ontleding, waardoor het substraat afkoelt tot onder de ontbrandingstemperatuur (metaalhydroxiden: ATH, MDH)
- Fysieke verdunning — inerte vulstof vermindert de brandbare fractie van de verbinding
De uitdaging voor de spuitgieter is dat deze mechanismen worden geactiveerd door hitte – dezelfde stimulus die het gietproces aanstuurt. FR-additieven die thermisch stabiel genoeg zijn om de loop te overleven, maar reactief genoeg om bij brand te presteren, vertegenwoordigen een beperkt technisch venster met directe gevolgen voor de verwerking en gereedschappen.
2. Het UL94-beoordelingssysteem: wat de classificaties feitelijk betekenen
UL94 (Standard for Tests for Flammability of Plastic Materials for Parts in Devices and Appliances) is de belangrijkste wereldwijde referentie voor de classificatie van de ontvlambaarheid van kunststoffen. Begrijpen wat elke beoordeling vereist – en niet vereist – is essentieel voor een correcte specificatie.
2.1 Overzicht testmethoden
UL94-tests worden uitgevoerd op gegoten exemplaren, niet op grondstoffen. De geometrie van het monster is van belang: de standaard specificeert de diktecategorieën (doorgaans 0,8 mm, 1,6 mm, 3,2 mm) en de waarden zijn afhankelijk van de dikte. Een materiaal met de classificatie V-0 bij 3,2 mm kan slechts V-2 bereiken bij 0,8 mm.
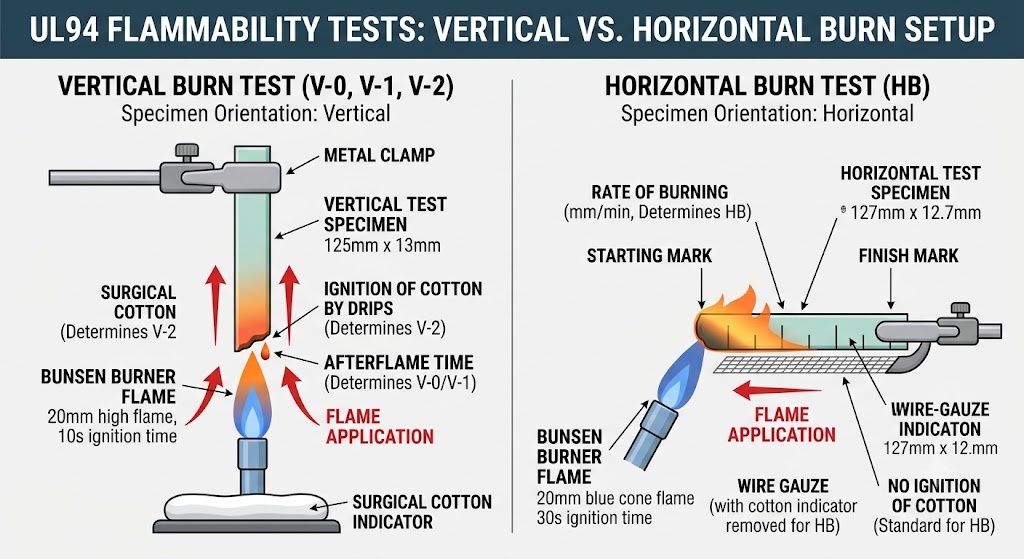
De twee primaire testseries:
Verticale brandtesten (V-0, V-1, V-2, 5VA, 5VB): Een monster van 125 mm x 13 mm wordt verticaal gehouden en gedurende twee intervallen van 10 seconden blootgesteld aan een gedefinieerde vlam. Het druipen, de navlamtijd en het ontsteken van een katoenindicator onder het monster bepalen de beoordeling.
Horizontale brandtest (HB): Een monster van 127 mm x 12,7 mm wordt horizontaal gehouden. Dit is de laagste classificatie: de meeste gewone polymeren zonder FR-behandeling bereiken HB bij voldoende dikte.
2.2 Classificatiecriteria
| Beoordeling | Navlam ≤ (elke toepassing) | Totale navlam ≤ (5 exemplaren) | Druipend doet katoen ontbranden? | Nagloeien ≤ | Opmerkingen |
|---|---|---|---|---|---|
| V-0 | 10 sec | 50 sec | Nee | 30 sec | Meest strenge verticale |
| V-1 | 30 sec | 250 sec | Nee | 60 sec | Middenlaag verticaal |
| V-2 | 30 sec | 250 sec | Ja toegestaan | 60 sec | Druppelen toegestaan |
| 5VA | — | — | Nee | — | Nee burn-through on plaque; more stringent than V-0 |
| 5VB | — | — | Nee | — | Doorbranden van plaque toegestaan; strenger dan V-1 |
| HB | Brandt ≤ 76 mm/min (>3 mm) of dooft | — | N.v.t | — | Laagste; de meeste basiskunststoffen |
2.3 Beoordelingen in de praktijk: wat regelgevers en OEM's feitelijk specificeren
| Toepassing | Minimale UL94-vereiste | Opmerkingen |
|---|---|---|
| Behuizingen voor consumentenelektronica (IEC 62368-1) | V-1 of V-0 | Afhankelijk van wanddikte en interne warmtebron |
| EV-batterijbehuizingen en BMS-behuizingen | V-0 bij ≤1,6 mm | Vaak versterkt door OEM-specifieke thermische runaway-vereisten |
| Elektrische connectoren voor auto's (USCAR-2) | V-0 bij ≤0,8 mm | Zeer dunne wand - verkleint de materiaalopties aanzienlijk |
| Behuizingen voor huishoudelijke apparaten (IEC 60335) | V-1 of V-0 | Categorie-afhankelijk |
| Industriële elektrische behuizingen (IEC 61439) | V-0 of 5VA | 5VA wordt steeds vaker gespecificeerd voor grote behuizingen |
| Onderdelen van het vliegtuiginterieur (FAR 25.853) | Neet UL94 — uses OSU heat release and vertical bunsen tests | UL94 is onvoldoende voor de lucht- en ruimtevaart |
| Bouw en constructie (EN 13501) | Euroklasse B–E-systeem, niet UL94 | Totaal andere teststandaard |
Kritisch punt: UL94-classificaties worden door leveranciers gerapporteerd voor specifieke kleuren, diktes en partijcertificeringen. Een zwarte PC/ABS-behuizing die V-0 bereikt, garandeert geen V-0 in wit of natuurlijk - FR-additieve interactie met pigmentsystemen beïnvloedt de prestaties, en de UL94 gele kaart vermeldt expliciet goedgekeurde kleuren.
3. Grote FR-chemiefamilies en hun verwerkingsprofielen
3.1 Gehalogeneerde vlamvertragers (gebromineerd/gechloreerd)
Mechanisme: Halogeenradicalen onderbreken de verbrandingskettingreactie in de gasfase. Zeer effectief bij lage belastingsniveaus (5–15 phr), waardoor V-0 mogelijk is met minimale impact op de mechanische eigenschappen.
Veel voorkomende systemen:
- Decabroomdifenylethaan (DBDPE) antimoontrioxide synergist — ABS, HEUPEN, PA
- Tetrabroombisfenol A (TBBPA)-oligomeren — PC/ABS-mengsels
- Gechloreerde paraffines – goedkopere basistoepassingen
Verwerkingsgedrag:
- Thermisch stabiel tot 280–300 °C in de meeste formuleringen — compatibel met verwerkingstemperaturen van ABS, PA66 en PC
- Boven 300°C versnelt de productie van HBr/HCl-gas sterk — Overschrijdingen van de vattemperatuur veroorzaken het vrijkomen van corrosief gas
- Spoelen met een neutrale drager (HDPE of PP) is verplicht bij het afsluiten; opgesloten broomhoudend materiaal degradeert en tast de loop- en schroefoppervlakken aan
- Corrosief voor standaard gereedschapsstaal: HBr en HCl gegenereerd bij elke procesafwijkingsaanval P20 en H13. Niet ernstig onder normale omstandigheden, maar cumulatief bij productie van grote volumes
Implicaties voor de tooling:
- Standaard P20-holtestaal aanvaardbaar voor goed gecontroleerde processen
- Plateren (hard chroom of stroomloos nikkel) aanbevolen voor grote volumes of elk proces dat in de buurt van de bovenste temperatuurgrens loopt
- Het zuiveringsprotocol moet worden gedocumenteerd in procesinstructies; door flitsen veroorzaakte verbrandingsepisodes veroorzaken plaatselijke corrosieputten bij poorten en ventilatieopeningen
Regelgevende status: De REACH SVHC-lijst bevat verschillende gebromeerde FR-verbindingen. De RoHS-richtlijn beperkt PBB en PBDE. DBDPE is momenteel onbeperkt in de EU en de VS, maar wordt voortdurend herzien. Specificeer alleen kwaliteiten die voldoen aan REACH/RoHS – controleer de leveranciersverklaring jaarlijks.
3.2 Op fosfor gebaseerde vlamvertragers (halogeenvrij)
Mechanisme: Bevordert de vorming van verkoolde lagen op het polymeeroppervlak, waardoor de toegang tot zuurstof fysiek wordt geblokkeerd en het substraat wordt geïsoleerd. Sommige fosforsystemen hebben ook activiteit in de gasfase.
Veel voorkomende systemen:
- Resorcinol bis(difenylfosfaat) (RDP) — PC/ABS-mengsels (primair systeem voor halogeenvrije V-0 PC/ABS)
- Aluminiumdiethylfosfinaat (AlPi, Clariant Exolit® OP-serie) — PA6, PA66, PBT
- Melaminepolyfosfaat (MPP) — PA6, PA66
- Rode fosfor — PA, PBT (nu zelden gebruikt vanwege gevaren bij het hanteren)
Verwerkingsgedrag:
- RDP in PC/ABS: verlaagt de smeltviscositeit (werkt als weekmaker bij verwerkingstemperatuur) → verhoogt het flitsrisico , vermindert de klemkrachtmarge
- AlPi in PA-kwaliteiten: thermisch stabiel tot 320°C, minimaal viscositeitseffect – meest procesvriendelijke FR-systeem dat momenteel verkrijgbaar is
- MPP in PA: matige stabiliteit; boven 290°C veroorzaakt ammoniak- en melaminedampontwikkeling oppervlakteblaasjes en zilveren strepen — houd de smelttemperatuur aan de onderkant van het PA-bereik
- Alle fosforsystemen: vochtopname tijdens opslag verslechtert de prestaties en veroorzaakt spleet-/zilverstrepen — de droogspecificaties zijn strenger dan die van ongevulde soorten
Droogvereisten (fosfor FR-kwaliteiten):
| Basispolymeer | Standaard drogen | FR-klasse drogen | Aanvullende opmerkingen |
|---|---|---|---|
| PA6 | 80°C / 4 uur | 85°C / 6–8 uur | MPP-kwaliteiten zijn bijzonder vochtgevoelig |
| PA66 | 85°C / 4 uur | 90°C / 6–8 uur | AlPi scoort vergevingsgezinder |
| PBT | 120°C / 4 uur | 130°C / 5–6 uur | FR PBT zeer vochtgevoelig |
| PC/ABS | 90°C / 3–4 uur | 95°C / 4–6 uur | RDP migreert naar opslag - gebruik onmiddellijk na opening |
Implicaties voor de tooling:
- RDP-migratie: Bij PC/ABS met RDP kan de fosfaatester na verloop van tijd naar het onderdeeloppervlak en naar de vormholte migreren. Dit veroorzaakt:
- Vormafzetting op caviteitsoppervlakken (wit of geel residu) die elke 50.000–150.000 schoten moeten worden gereinigd, afhankelijk van de gebruiksomstandigheden
- Vermindering van de oppervlakteglans van het onderdeel als de schimmel niet wordt gereinigd – essentieel voor klasse A-oppervlakken
- Roestvrij staal (S136) of hardverchroomd P20 vermindert de hechting van aanslag en vereenvoudigt de reiniging
- AlPi-kwaliteiten in PA zijn het meest gereedschapsvriendelijke FR-systeem: minimale afzetting, minimale corrosie
3.3 Op stikstof gebaseerde vlamvertragers (melaminesystemen)
Mechanisme: Voornamelijk gasfaseverdunning door vrijkomen van stikstof; enige verkolingsbevordering in combinatie met fosfor (opzwellende systemen).
Veel voorkomende systemen:
- Melaminecyanuraat (MC) — PA6, PA66 (V-2 haalbaar, V-0 moeilijk zonder synergist)
- Melaminepolyfosfaat (MPP) — PA6, PA66 (V-0 achievable in combination)
- Opzwellende systemen (APP pentaerythritolmelamine) — PP, PE (voornamelijk voor halogeenvrije kabel- en filmtoepassingen)
Verwerkingsgedrag:
- MC in PA: ontleedt bij 320°C, waarbij isocyaanzuur en melaminedamp vrijkomen — harde bovengrens voor de smelttemperatuur van 290°C voor PA66/MC-verbindingen
- Sublimatie van melamine op het oppervlak van de vormholte vormt witte poederachtige afzettingen - vereist frequente reiniging van de holte
- Opzwellende PP-systemen: zeer schuifgevoelig; hoge injectiesnelheden veroorzaken scheiding van FR-componenten en strepen
Implicaties voor de tooling:
- Melamine-sublimaatafzettingen vormen het meest agressieve schimmelaangroeiprobleem in de categorie FR-kwaliteit
- Verchroomde of PVD-gecoate holtes verminderen de hechting van afzettingen dramatisch - onderhoudsinterval 2-3× langer dan ongecoat
- Verstopping van de ventilatieopeningen door afzettingen is een aanzienlijk risico. Ventilatieopeningen moeten zo zijn ontworpen dat ze toegankelijk zijn en volgens een bepaald schema worden gereinigd (doorgaans elke 30.000-80.000 schoten)

3.4 Metaalhydroxide-vlamvertragers (ATH, MDH)
Mechanisme: Bij endotherme ontleding komt waterdamp vrij, waardoor het substraat afkoelt en brandbare gassen worden verdund. Geen halogeen, geen fosfor, geen stikstof: de schoonste chemie vanuit het oogpunt van verwerkingsbijproducten.
Veel voorkomende systemen:
- Aluminiumtrihydraat (ATH) — ontleedt bij 180–200 °C; beperkt het gebruik tot polymeren verwerkt onder 200°C (EVA, LDPE, PVC)
- Magnesiumdihydroxide (MDH, bruciet) — ontleedt bij 300–320 °C; breidt de toepasbaarheid uit naar PP, PA6
Verwerkingsgedrag:
- Zeer hoge belasting vereist (40-65% van het gewicht) om V-0 te bereiken - verhoogt de verbindingsdichtheid dramatisch en vermindert de mechanische eigenschappen
- Een hoge vulstofbelasting verhoogt de smeltviscositeit aanzienlijk - hogere injectiedrukken vereist, langere vultijden
- Schuurmiddel voor schroeven, vaten en vormholtes — slijtage is hoog , vergelijkbaar met met glas gevulde soorten
- MDH/ATH-verbindingen hebben een zeer lage LOI-verbeteringsefficiëntie per ladingseenheid in vergelijking met halogeen/fosforsystemen - zelden gebruikt waar V-0 met een dunne wand vereist is
Implicaties voor de tooling:
- Behandelen als gelijkwaardig aan GF30–GF40 vanwege slijtage
- Geharde poortinzetstukken (≥52 HRC) verplicht
- Het ontwerp van de loper en de poort moet de afschuiving minimaliseren (grotere diameters dan het ongevulde equivalent) om agglomeratie van vulstof en poorterosie te voorkomen
- Holstaal: H13 of gelijkwaardig gehard gereedschapsstaal — P20 is marginaal voor ATH/MDH-productie in grote volumes
4. Verwerking van parameteraanpassingen voor FR-kwaliteiten
Tabel: Aanpassingen van procesvenster versus basispolymeer
| Parameter | Richting | Omvang | Grondgedachte |
|---|---|---|---|
| Smelttemperatuur | Lager | 5–20°C onder de norm | Voorkom thermische FR-ontleding |
| Verblijftijd van het vat | Minimaliseer | Ontwerp voor <5 min max | Degradatie is tijd x temperatuurafhankelijk |
| Injectiesnelheid | Verminderen | 10–20% | Verminder door afschuiving geïnduceerde ontleding; verminder het flitsrisico (RDP) |
| Tegendruk | Verminderen | 10-20% onder de norm | Verminder de generatie van schuifwarmte |
| Schroef snelheid | Verminderen | 10–15% toerental | Zelfde redenering |
| Reinigingsprotocol | Verplicht | Elke keer per afsluiting | Voorkom corrosieve degradatie tussen runs |
| Drogen | Verhoog de temperatuur en tijd | Zie tabel in paragraaf 3.2 | FR-kwaliteiten zijn gevoeliger voor vocht |
| Schimmel temperatuur | Lager end of range | Waar mogelijk | Vermindering van afzettingsvorming (melaminesystemen) |
| Hotrunner-temperatuur | Minimaal levensvatbaar | Zo laag als de vulling toelaat | Meest kritische zone voor FR-degradatie |
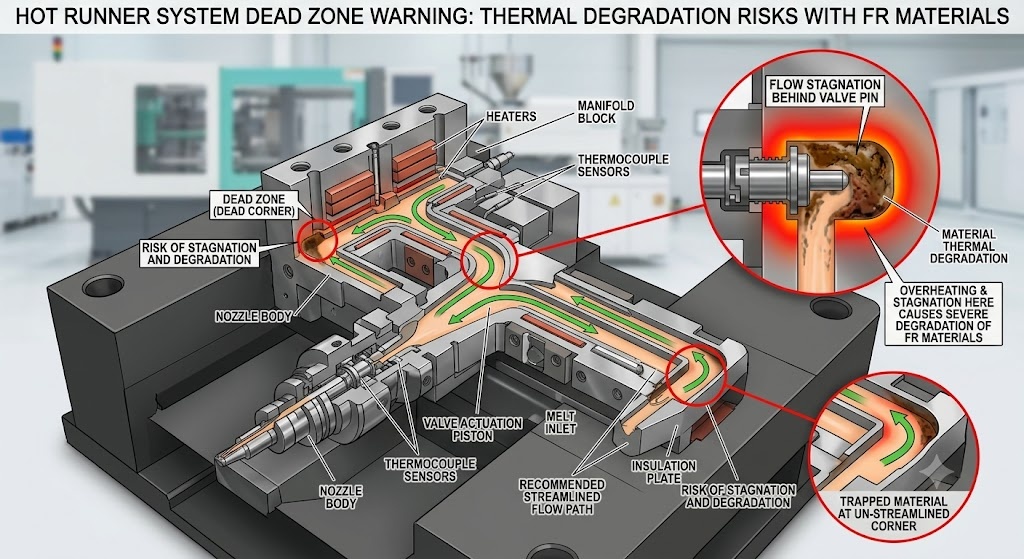
Hot Runner-overwegingen
Hotrunners vormen de zone met het hoogste risico voor degradatie van FR-materiaal. De spruitstuk- en mondstuktips houden de smelt continu op temperatuur - en in dode zones (achter klepstelen, in slecht ontworpen spruitstukbochten) kan de verblijftijd 30-60 minuten bedragen. Dit is voldoende om de meeste FR-systemen te verslechteren.
Verplichte ontwerpvereisten voor hotrunners voor FR-kwaliteiten:
- Volledige stroomlijning (geen dode hoeken) van de spruitstukgeometrie - specificeer dit bij de hotrunner-leverancier
- Minimaal spruitstukvolume consistent met vulvereisten - overmaatse spruitstukken verlengen de verblijftijd
- Onafhankelijke zonetemperatuurregeling per mondstuk — maakt nauwkeurig beheer van de minimale temperatuur mogelijk
- Kleppoort verdient de voorkeur boven open poort - maakt positieve afsluiting mogelijk tijdens productieonderbrekingen
- Temperatuurdaling bij uitschakeling: onmiddellijk verlagen tot 150–170°C bij elke productiepauze >5 minuten
5. Selectie van vormstaal en oppervlaktebehandeling
Tabel: Aanbevolen vormstaal door FR Chemistry
| FR-systeem | Basispolymeer | Holte staal | Kernstaal | Armt inzetstuk | Oppervlaktebehandeling | Opmerkingen |
|---|---|---|---|---|---|---|
| Gebromineerd (DBDPE) | ABS, HIPS | P20 of S136 | P20 | H13 verhard | Hardverchroomd of EN-plating | Plating cruciaal voor hoog volume |
| RDP (fosfaatester) | PC/ABS | S136 heeft de voorkeur | P20 | S136 | PVD- of EN-plating | De hechting van de afzetting is het laagst op S136 |
| AlPi (aluminiumfosfinaat) | PA, PBT | P20 of H13 | P20 | H13 | Optioneel chroom | Meest gereedschapsvriendelijke FR-systeem |
| Melamine (MC, MPP) | PA6, PA66 | P20 chroom of S136 | P20 | H13 | Hardchroom verplicht | Sublimeer afzettingen zonder coating |
| ATH / MDH (metaalhydroxide) | PP, PA, EVA | H13 verhard | H13 | H13 of hardmetaal | Chroom of PVD | Behandelen als schurend vulmiddel |
| Inherent (PPS, PEEK) | PPS, PEEK | S136 of 420SS | S136 | S136 | Optioneel | Corrosief bij smelttemperatuur; risico op corrosie van basisstaal |
Vergelijking van oppervlaktebehandelingsprestaties voor FR-toepassingen
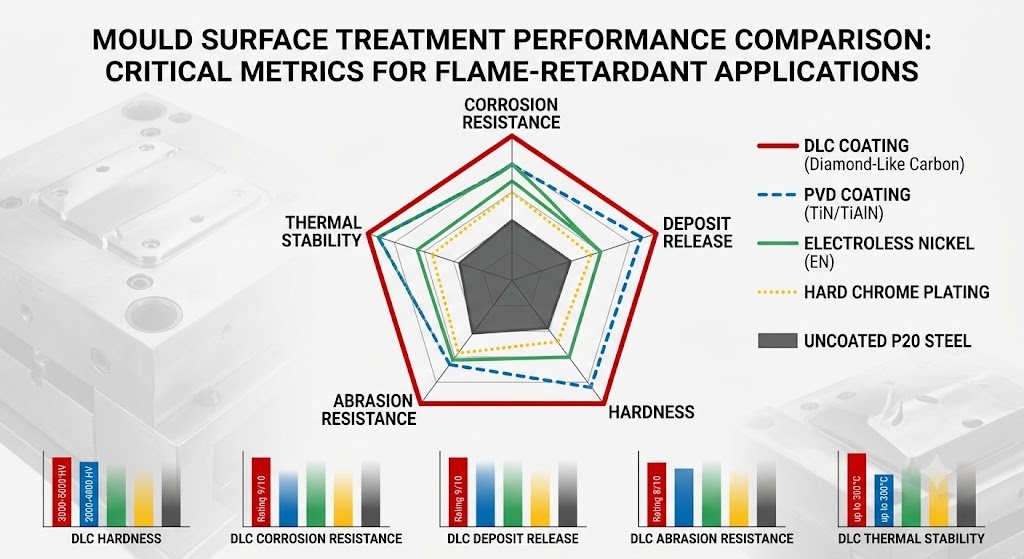
| Behandeling | Corrosiebestendigheid | Vrijgave van de aanbetaling | Hardheid (HV) | Maximale temperatuur | Kosten premie |
|---|---|---|---|---|---|
| Hardverchromen | Goed | Matig | 900–1100 | 400°C | 15–25% |
| Chemisch nikkel (EN) | Uitstekend | Goed | 500–700 | 260°C | 10–20% |
| PVD (TiN, TiAlN) | Goed | Goed–Excellent | 2000–3300 | 400–600°C | 20–35% |
| DLC (diamantachtige koolstof) | Uitstekend | Uitstekend | 3000–5000 | 300°C | 30–50% |
| Ongecoat P20 | Arm | Arm | 300–350 | — | Basislijn |
DLC-coating levert de beste prestaties voor het vrijgeven van aanslag voor FR-kwaliteiten met melaminesystemen - vooral waardevol voor de productie van PC/ABS- en PA-behuizingen met grote volumes, waarbij de stilstandtijd bij het reinigen van de caviteit aanzienlijk is.
6. Ventilatieontwerp voor FR-kwaliteiten
Vlamvertragende verbindingen genereren meer uitlaatgas dan ongevulde soorten; bijproducten van ontleding, vocht uit metaalhydroxiden en vluchtige additieven creëren allemaal gas dat uit de holte moet worden geëvacueerd. Oorzaken van onvoldoende ventilatie:
- Dieseleffect branden op locaties waar de laatste vulling is aangebracht - verkoolde afzettingen die vaak ten onrechte worden gediagnosticeerd als poortblos of materiaaldegradatie
- Korte opnames tegen gastegendruk in dikke secties
- Oppervlakte blaarvorming tegen opgesloten vocht of vluchtige FR-componenten
Aanbevelingen voor vleugeldiepte voor FR-kwaliteiten
| Materiaal / FR-systeem | Vleugeldiepte (land, mm) | Vleugelbreedte (mm) | Vleugelontlastingsdiepte (mm) | Reinigingsinterval |
|---|---|---|---|---|
| ABS / gebromeerd FR | 0,012–0,018 | 5–8 | 0.5 | Elke 100.000 schoten |
| PC/ABS/RDP | 0,010–0,015 | 5–8 | 0.5 | Elke 80.000 schoten |
| PA66 / AlPi | 0,010–0,015 | 4–6 | 0.3 | Elke 120.000 schoten |
| PA6/melamine | 0,008–0,012 | 4–6 | 0.3 | Elke 30.000–50.000 schoten |
| PP / ATH opzwellend | 0,015–0,020 | 6–10 | 0.5 | Elke 80.000 schoten |
| PPS (inherente FR) | 0,005–0,008 | 3–5 | 0.2 | Elke 150.000 schoten |
Op melamine gebaseerde FR-verbindingen vertonen het meest agressieve ventilatievervuilingsgedrag. Een productiematrijs met PA6/MC die niet op tijd wordt gereinigd, zal binnen 50.000 schoten de ventilatieopeningen blokkeren, wat leidt tot brandwonden, korte schoten en het afkeuren van onderdelen.
Ontwerpaanbeveling: Voor FR-kwaliteiten met een hoge neiging tot ontgassing (melamine, opzwellende systemen), ontwerp de ventilatieopeningen waar mogelijk als vervangbare inzetstukken. Hierdoor is het mogelijk om de ventilatieopeningen offline te reinigen, terwijl de mal blijft draaien met een schone reserveset.
7. Kwaliteits- en nalevingsoverwegingen
7.1 UL94 gele kaartverificatie
De UL94-classificatie die op een materiaalgegevensblad is afgedrukt, is een marketingclaim van een leverancier. De gezaghebbende bron is de UL Product iQ-database (voorheen gele kaart) . Voordat u een FR-materiaal specificeert voor een UL94-gereguleerde toepassing, dient u het volgende te verifiëren:
- Het exacte cijfer en de partij komen overeen met een huidige gele kaartvermelding
- De beoordeling heeft betrekking op de wanddikte van uw onderdeel; veel materialen verliezen één beoordelingsklasse bij dunnere wanden
- De kleur wordt vermeld: pigmentsystemen beïnvloeden de FR-prestaties
- De vervaldatum van het certificaat is actueel: UL voert periodieke hertests uit en beoordelingen kunnen worden ingetrokken
7.2 Kleurimpact op FR-prestaties
Pigmentsystemen werken zo samen met FR-additieven dat de prestaties met één volledige UL94-klasse kunnen worden verminderd. Carbon black (gebruikt in zwarte verbindingen) verbetert over het algemeen de FR-prestaties; het bevordert de vorming van verkoling. Witte pigmenten (TiO₂) zijn neutraal tot licht negatief. Organische pigmenten (vooral gele en rode azopigmenten) kunnen interfereren met fosfor FR-systemen.
Regel: Kwalificeer FR-prestaties altijd op de productiekleur, niet alleen op natuurlijke of zwarte referentiegegevens. Als een klant V-0 in meerdere kleuren nodig heeft, verkrijg dan voor elke kleur afzonderlijk een UL Yellow Card-verificatie.
7.3 Prestaties van las- en breilijnen FR
Het laslijngebied van een spuitgegoten FR-onderdeel vertoont doorgaans een verminderde vlamvertraging in vergelijking met de bulk. In de laszone liggen glasvezels parallel aan het stromingsfront en kan de distributie van FR-additieven niet-uniform zijn. Het testen moet monsters omvatten die uit laslijngebieden zijn gesneden voor toepassingen met kritische brandveiligheidseisen.
7.4 Maalgoed en recycling
FR-additieven – met name gehalogeneerde systemen – bemoeilijken de recycleerbaarheid aan het einde van de levensduur. Voor het binnen het proces malen van maalgoed (aanspuitingen, uitlopers, afgekeurde delen) van gebromeerde FR-verbindingen is het volgende vereist:
- Maximale maalgoedverhouding: 10–15% per gewicht – hogere verhoudingen verminderen de FR-prestaties en verhogen de gasproductie
- Maalgoed mag niet worden gemengd in de FR-chemiefamilies; gebromeerd maalgoed dat halogeenvrije verbindingen verontreinigt, zorgt voor onzekerheid over de naleving
- Documenteer de maalgraad in procesregistraties voor traceerbaarheid
8. Probleemoplossing: veelvoorkomende FR-kwaliteitsdefecten en basisoorzaken
| Defect | Waarschijnlijk FR-gerelateerde oorzaak | Corrigerende actie |
|---|---|---|
| Zilveren strepen / spreiding | Vocht in FR-verbinding; vluchtige FR-ontleding | Verhoog de droogtijd/temperatuur; verlaag de smelttemperatuur; controleer de materiaalopslag |
| Geel/bruine verkleuring bij poort | FR thermische ontleding bij hotrunnermondstuk | Verlaag de mondstuktemperatuur; verblijftijd minimaliseren; vaker reinigen |
| Witte afzettingen op het oppervlak van de caviteit | Melaminesublimatie (MC/MPP-systemen) of RDP-migratie | Reinig de caviteit met een geschikt oplosmiddel; verhoog de schoonmaakfrequentie; overweeg DLC-coating |
| Branden op de laatste vullocatie | Onvoldoende ventilatie; uitlaatgassen van FR-ontleding | Voeg ventilatieopeningen toe of verdiep deze op de brandlocatie; verlaag de injectiesnelheid |
| Flits (nieuw begin) | RDP werkt als weekmaker en verlaagt de viscositeit | Verlaag de smelttemperatuur; controleer materiaal MFI versus vorige partij; verlaag de injectiesnelheid |
| Verminderde glans | Schimmelafzettingen door FR-migratie | Schone holte; PVD- of DLC-coating aanbrengen |
| Korte opnames (previously stable tool) | Geblokkeerde ventilatieopeningen door FR-afzettingen | Maak de ventilatieopeningen onmiddellijk schoon; voer gepland ventilatieonderhoud uit |
| Delaminatie / laagscheiding | Incompatibele maalgoedverontreiniging; vocht | Elimineer verontreiniging van het maalgoed; controleer het drogen; controleer de lotcertificering |
| UL94-testfout op productieonderdelen | Kleurverandering zonder herkwalificatie; oververhouding maalgoed; muur dunner dan gecertificeerd | Kleur opnieuw kwalificeren; maalgoed verminderen; controleer de wanddikte op dunne delen |
9. Conclusie
Vlamvertragende spuitgietkwaliteiten bieden een unieke combinatie van procesgevoeligheid, gereedschapsagressie en compliance-complexiteit die standaard technische thermoplasten niet hebben. De gevolgen van verkeerd gebruik van FR-materialen reiken verder dan de kwaliteit van de onderdelen: afgebroken FR-verbindingen kunnen schroeven en cilinders aantasten, ventilatieopeningen blokkeren, zich in holtes afzetten en in het ergste geval giftig gas genereren in de verwerkingsomgeving.
De weg naar betrouwbare productie van FR-kwaliteit is systematisch: selecteer de juiste FR-chemie voor de toepassingstemperatuur en wettelijke vereisten, specificeer vormstaal en oppervlaktebehandelingen die geschikt zijn voor die chemie, implementeer strengere droog- en procescontroles en stel preventieve onderhoudsschema's op die rekening houden met de versnelde vervuilings- en slijtage-eigenschappen van FR-verbindingen. Het inpassen van deze factoren in de ontwerpfase kost een fractie van wat het corrigeren ervan in de productie kost.
Gerelateerde artikelen:
- Spuitgieten van EV-batterijbehuizing: PA66 GF50 versus PPS GF40 - Technische afwegingen
- Top 8 spuitgietmaterialen voor 2026
- Selectiegids voor uiterst nauwkeurig spuitgietstaal
- Schimmelflitsen bij spuitgieten: oorzaken, preventie en eliminatie
- Het bereiken van een optimale oppervlakteafwerking bij kunststof spuitgieten
IMTEC-matrijs | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, China | [email protected] | 86 153 5648 7586

