
Introductie
Bij kunststofspuitgieten is de oppervlakteafwerking van een onderdeel veel meer dan een cosmetische keuze. Het heeft rechtstreeks invloed op hoe een product in de hand van de consument aanvoelt, hoe licht op de contouren reflecteert en, nog belangrijker, hoe schoon het onderdeel tijdens de productie uit de vormholte komt. Het kiezen van de verkeerde afwerking kan leiden tot microkrassen, cosmetische verzinkingen of onderdelen die vast komen te zitten in het gereedschap, waardoor de afvalpercentages drastisch omhoog gaan.
Om deze afwerkingen in de hele toeleveringsketen te standaardiseren, heeft de Society of the Plastics Industry (nu eenvoudigweg bekend als PLASTICS) het SPI-classificatiesysteem voor oppervlakteafwerkingen opgezet. Hoewel de vereniging haar naam heeft bijgewerkt, noemen mondiale gereedschapmakers en productie-ingenieurs deze nog steeds universeel de ‘SPI-normen’.
Het begrijpen van de nuances van deze standaarden – en hoe verschillende polymeren ermee omgaan – is de sleutel tot het balanceren van esthetische intentie en productierealiteit.

De 4 primaire SPI-afwerkingsclassificaties
De SPI-standaard categoriseert afwerkingen in vier verschillende letterkwaliteiten (A, B, C en D), bepaald door het medium en de methode die wordt gebruikt om het vormstaal te polijsten. Binnen elke kwaliteit geven de cijfers 1 tot en met 3 het verwerkingsniveau en het resulterende gemiddelde van de oppervlakteruwheid (Ra) aan.
Klasse A: Glanzende/glimmende afwerkingen (diamantpolijstmiddel)
Klasse A-afwerkingen vertegenwoordigen het toppunt van optische helderheid en hoogglanzende esthetiek. Deze afwerkingen worden bereikt door de vormholte nauwgezet met de hand te polijsten met steeds fijnere soorten polijstpasta's met diamantpoeder.
- SPI A-1: De hoogste standaard, waarbij gebruik wordt gemaakt van een diamantpolijstpasta van klasse 3 om een ultragladde oppervlakteruwheid van ongeveer 0,012 tot 0,025 micrometer Ra te bereiken. Het levert een spiegelachtige, sterk reflecterende afwerking op.
- SPI A-2: Maakt gebruik van diamantpasta van klasse 6, wat resulteert in een iets hogere Ra-waarde (0,025 tot 0,05 micrometer), maar met behoud van een premium glans.
- SPI A-3: Gepolijst met een diamantpasta van klasse 15, die een scherp, glanzend uiterlijk biedt maar een iets vergevingsgezinder ruwheidsprofiel mogelijk maakt (0,05 tot 0,10 micrometer Ra).
Productie-inzichten:
Om een echte Klasse A-afwerking te bereiken, zijn hoogwaardige, hoogharde vormstaalsoorten zoals NAK80 of S136 vereist. Standaard gereedschapsstaalsoorten bevatten micro-onzuiverheden of porositeit; Wanneer deze worden gepolijst tot een A-1-niveau, ‘scheuren’ deze onzuiverheden eruit, waardoor microscopisch kleine putjes achterblijven die de afwerking verpesten.
Bovendien fungeren Klasse A-oppervlakken als een vergrootglas voor defecten aan interne onderdelen: elke lichte volumetrische krimp (zinksporen) achter een ribbe of verdikking zal onmiddellijk zichtbaar zijn onder lichtreflectie.
- Gemeenschappelijke toepassingen: Optische lenzen, transparante lichtpijpen, gelaatsschermen, spiegels en hoogwaardige behuizingen voor consumentenelektronica waarbij een premium pianozwarte of kristalheldere look vereist is.
Klasse B: halfglanzende afwerkingen (korrelpapier)
Klasse B-afwerkingen zijn ontworpen voor onderdelen die een nette, professionele uitstraling vereisen zonder de extreme kosten of kwetsbaarheid van een spiegelafwerking. Deze oppervlakken worden bereikt met fijnkorrelig schuurpapier dat in een lineaire, overlappende beweging wordt aangebracht.
- SPI B-1: Afgewerkt met korrel 600, waardoor een uitzonderlijk schoon, halfglanzend oppervlak ontstaat met een typische ruwheid van 0,05 tot 0,10 micrometer Ra.
- SPI B-2: Gepolijst met korrel 400, voor een gematigde, halfglanzende look (0,10 tot 0,15 micrometer Ra).
- SPI B-3: Gepolijst met korrel 320, waardoor een zachte satijnglans ontstaat met zichtbare, uniforme microkrasjes (0,28 tot 0,35 micrometer Ra).
Productie-inzichten:
Omdat het polijsten met schuurpapier een gericht, lineair kraspatroon in de mal introduceert, moet de gereedschapmaker de polijstbewegingen uitlijnen met de richting van de opening van de mal (uitwerppad). Als de korrellijnen loodrecht op de trekrichting lopen, zal het gegoten plastic de microgroeven grijpen, wat leidt tot slijtplekken en ernstige uitwerpproblemen tijdens de productierun.
- Gemeenschappelijke toepassingen: Behuizingen voor consumentenapparatuur, bekledingspanelen voor auto's, draagbare elektronische behuizingen en commerciële kantoorapparatuur.

Klasse C: Matte afwerkingen (steenpolijstmiddel)
Klasse C-afwerkingen worden gekenmerkt door een zacht, dof, niet-reflecterend mat uiterlijk. Gereedschapmakers bereiken deze textuur door profilerende oliestenen (gritstenen) te gebruiken om het vormstaal agressief glad te strijken.
- SPI C-1: Bereikt met behulp van een fijne polijststeen met korrel 600, wat resulteert in een gladde, matte afwerking (0,35 tot 0,40 micrometer Ra).
- SPI C-2: Afgewerkt met een korrelgrootte 400, waardoor een uitgesproken matte textuur ontstaat (0,45 tot 0,55 micrometer Ra).
- SPI C-3: Afgewerkt met een grovere korrelgrootte 320, waarbij alle bewerkingssporen zijn verwijderd om een ruwere, volledig vlakke, matte look achter te laten (0,63 tot 0,85 micrometer Ra).
Productie-inzichten:
In industriële toepassingen wordt Klasse C zelden puur gekozen voor het “decoreren” van een onderdeel. In plaats daarvan is het de meest gekozen ‘kostenefficiëntie’-afwerking in de sector. Het primaire doel van steenpolijsten is het snel en economisch verwijderen van de ruwe bewerkingssporen (sint-jakobsschelpen en groeven) die zijn achtergelaten door CNC-frezen of EDM-elektroden. Het is de standaardafwerking voor onderdelen die de eindgebruiker nooit zal zien.
- Gemeenschappelijke toepassingen: Interne structurele ribben, elektronische beugels, structurele componenten voor auto's, brandstoftanks en verborgen industriële hardware.
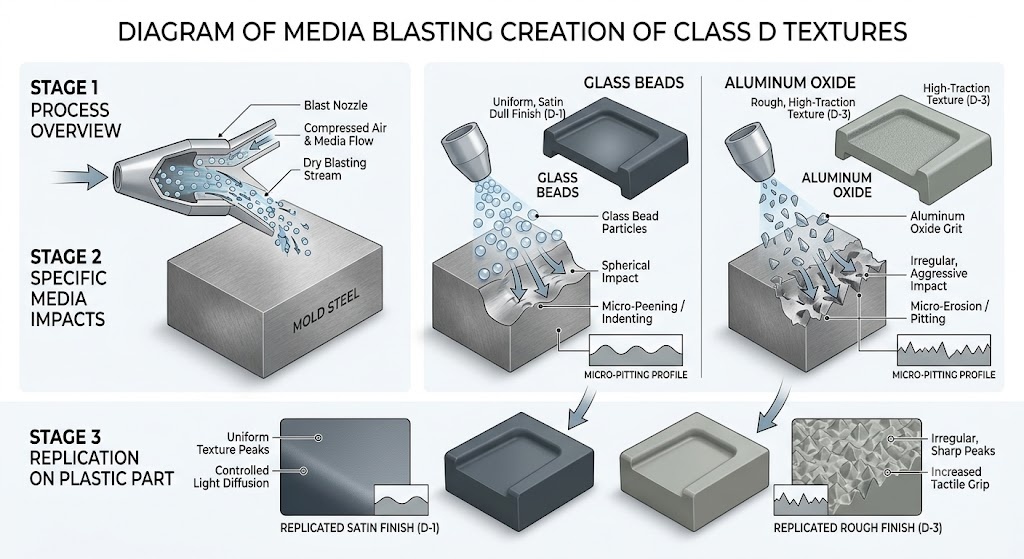
Klasse D: Structuurafwerkingen (stralen/zandstralen)
Klasse D-afwerkingen zorgen voor een ruw, zwaar gestructureerd of satijnachtig gevoel. Dit is een “destructief” textureringsproces waarbij de vormholte wordt onderworpen aan stralen met droge media onder hoge druk.
- SPI D-1: Ontstaan door het stralen van het vormstaal met fijne glasparels, wat resulteert in een uniforme, satijnachtige doffe afwerking (0,80 tot 1,10 micrometer Ra).
- SPI D-2: Gestraald met middelmatig straalmiddel of zand, waardoor een ruwere, antisliptextuur ontstaat (1,10 tot 1,60 micrometer Ra).
- SPI D-3: Gestraald met grof aluminiumoxide of zware zandkorrels, waardoor een zeer voelbare, ruwe, volledig vlakke afwerking ontstaat (2,30 tot 3,20 micrometer Ra).
Productie-inzichten:
Klasse D-afwerkingen zijn geweldig voor het verbergen van oppervlaktedefecten zoals lasnaden of kleine putsporen. Ingenieurs moeten echter rekening houden met ‘textuurdegradatie’. Gedurende een lange productierun (bijvoorbeeld honderdduizenden cycli) zullen schurende technische kunststoffen zoals met glas gevuld nylon langzaam de scherpe pieken van een gestraalde vormholte eroderen en "polijsten". Als gevolg hiervan kan een D-1-textuur in de loop van de tijd geleidelijk veranderen in een semi-matte textuur, waardoor de mal uit de productie moet worden gehaald en opnieuw moet worden gestraald om de oorspronkelijke specificatie te herstellen.
- Gemeenschappelijke toepassingen: Robuuste gereedschapshandvatten, plastic stuurwielen, getextureerde bagageschalen, handvatten voor consumentenelektronica en industriële behuizingen die zijn ontworpen om vingerafdrukken en krassen te maskeren.
Vergelijkingstabel SPI-oppervlakteafwerking
| SPI-kwaliteit | Afwerkingsmethode / Medium | Typische ruwheidsgemiddelde (Ra - micrometers) | Typische ruwheidsgemiddelde (Ra - micro-inch) | Visuele uitstraling en glansniveau | Relatieve gereedschapskostenmultiplier |
|---|---|---|---|---|---|
| A-1 | Graad 3 diamantverbetering | 0,012 tot 0,025 | 0,5 tot 1,0 | Hoge spiegelglans, zeer reflecterend | 2,5x tot 3,0x |
| A-2 | Graad 6 diamantverbetering | 0,025 tot 0,05 | 1,0 tot 2,0 | Spiegelpoetsmiddel, goede reflectiviteit | 2,0x tot 2,5x |
| A-3 | Graad 15 diamantverbetering | 0,05 tot 0,10 | 2,0 tot 4,0 | Hoogglans, zachte reflecties | 1,5x tot 2,0x |
| B-1 | 600 korrelig papier | 0,05 tot 0,10 | 2,0 tot 4,0 | Halfglanzende, fijne lineaire glans | 1,3x |
| B-2 | 400 korrelig papier | 0,10 tot 0,15 | 4,0 tot 6,0 | Medium halfglans | 1,2x |
| B-3 | 320 korrelig papier | 0,28 tot 0,35 | 11,0 tot 14,0 | Zacht satijn, milde glans | 1,1x |
| C-1 | Korrelsteen 600 | 0,35 tot 0,40 | 14,0 tot 16,0 | Fijne mat, niet-reflecterend | 1,0x (basislijn) |
| C-2 | Korrelsteen 400 | 0,45 tot 0,55 | 18,0 tot 22,0 | Medium matte, platte afwerking | 0,9x |
| C-3 | Korrelsteen 320 | 0,63 tot 0,85 | 25,0 tot 34,0 | Grof mat, wist gereedschapsmarkeringen | 0,8x |
| D-1 | Droog glasparelstralen | 0,80 tot 1,10 | 32,0 tot 44,0 | Dof satijn, fijne parelmoertextuur | 1,2x |
| D-2 | Fijne zandstraal | 1,10 tot 1,60 | 44,0 tot 64,0 | Dof getextureerd, volledig vlak | 1,3x |
| D-3 | Grof zand/oxidestralen | 2.30 tot 3.20 uur | 90,0 tot 130,0 | Zeer ruwe, tactiele griptextuur | 1,4x |
Belangrijkste factoren bij het kiezen van een SPI-oppervlakteafwerking
Het selecteren van een oppervlakteafwerking vereist een berekende afweging tussen materiaaleigenschappen, geometrie en budget. Dit zijn de kernfactoren die u als leidraad dienen te dienen bij uw Decision for Manufacturing (DFM).
Materiaalkeuze: kristallijne versus amorfe polymeren
De moleculaire structuur van uw kunststofhars bepaalt rechtstreeks hoe goed de afwerking van de mal wordt nagebootst.
- Amorfe polymeren (bijv. polycarbonaat, ABS, acryl/PMMA) hebben een willekeurige moleculaire lay-out die perfect aansluit op gepolijst staal. Ze blinken uit in het oppikken van klasse A diamantafwerkingen voor absolute transparantie of hoge glans.
- Kristallijne polymeren (bijv. nylon/PA, polypropyleen, polyethyleen) ondergaan gestructureerde kristallisatie terwijl ze afkoelen, waardoor een hogere krimp ontstaat. Bovendien, als je glasvezels (GF) aan deze materialen toevoegt voor sterkte, hebben de vezels de neiging naar het oppervlak te drijven. Het specificeren van een klasse A-afwerking op 30% glasgevuld nylon is kapitaalverspilling: het oppervlak zal er inherent streperig en gevlekt uitzien. Deze materialen presteren veel beter op klasse C- of klasse D-afwerkingen.
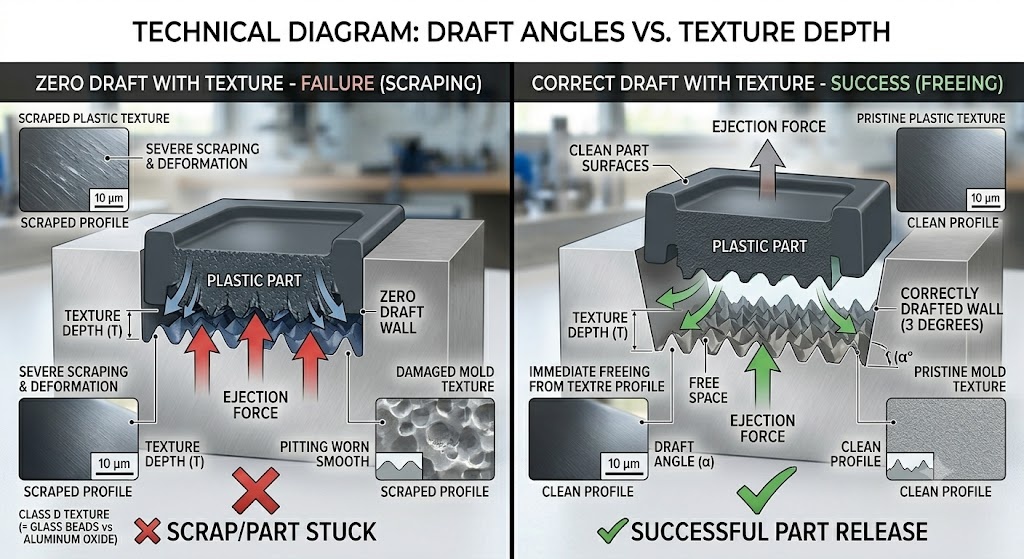
De Draft Angle Penalty
Oppervlaktetexturen creëren microscopisch kleine pieken en dalen. Wanneer de mal opengaat, moet het plastic deel netjes wegtrekken. Als de verticale wanden van het onderdeel onvoldoende trek hebben (taps), zal het getextureerde staal het koelplastic tijdens het uitwerpen fysiek schrapen, scheuren of markeren.
- De gouden regel voor de industrie: Voor standaard gladde afwerkingen (Klasse A en B) is een minimale trekhoek van 0,5 tot 1,0 graad per zijde acceptabel.
- Getextureerde vuistregel: Voor gezandstraalde afwerkingen van klasse D moet u ongeveer 1 extra graad trekhoek toevoegen voor elke 0,025 mm (gelijk aan 1 mil of 0,001 inch) textuurdiepte. Als u hier geen rekening mee houdt, zal dit leiden tot ernstige sleepsporen en vervorming van het onderdeel.
Gereedschapskosten en doorlooptijden
Zoals blijkt uit de vergelijkingstabel verhoogt een Klasse A-afwerking de productiekosten van de matrijzen aanzienlijk. Het met de hand polijsten van gereedschap tot een A-1-afwerking kan dagen of zelfs weken toevoegen aan de doorlooptijd van het gereedschap, omdat dit stap voor stap moet worden gedaan (u kunt bijvoorbeeld niet rechtstreeks van een steen met korrel 320 naar diamantpasta springen zonder de staalmatrix te verpesten). Steenafwerkingen van klasse C zijn veruit de snelste en goedkoopste te produceren.
Onderdeel Functionaliteit
Denk aan de eindgebruiksomgeving. Hoogglanzende klasse A-afwerkingen zijn beruchte krasmagneten en vertonen onmiddellijk vette vingerafdrukken. Als een product bedoeld is om dagelijks te worden gehanteerd (zoals een controller of een elektronische handgreep), zorgt een satijnen textuur van klasse D voor voelbare wrijving, terwijl slijtage gedurende de levensduur van het product met succes wordt verborgen.
Hoe SPI-afwerkingen op technische tekeningen kunnen worden gespecificeerd
Duidelijke communicatie voorkomt dure herbewerkingen van gereedschappen. Pas bij het voorbereiden van uw productieblauwdrukken of 2D-technische tekeningen deze best practices uit de sector toe:
- Vermijd algemene toelichtingen: Schrijf nooit “Poolse buitenoppervlakken” in de tekeningnotities. Dit laat de definitie volledig aan interpretatie over. Gebruik in plaats daarvan expliciete highlights zoals:
OPPERVLAKTEAFWERKING MOET SPI A-2 ZIJN OP ZICHTBARE COSMETISCHE GEZICHTEN. - Gebruik textuurgrenssplines: Als een enkel gegoten onderdeel meerdere afwerkingen heeft (bijvoorbeeld een glanzende accentstrip van klasse A op een behuizing met structuur van klasse D), teken dan een zuivere, stippellijn op uw 2D-afdruk om de exacte overgangszones weer te geven.
- Kruisverwijzing naar mondiale normen: Als u te maken heeft met mondiale toeleveringsketens, is uw productiepartner wellicht meer gewend aan de Europese VDI 3400 (die is gebaseerd op vonkerosieschalen) of eigen textuurcatalogi zoals Mold-Tech. Let op de equivalente waarden, indien van toepassing (SPI C-1 komt bijvoorbeeld grofweg overeen met VDI 18 tot 21).
- Fysieke textuurplaten aanvragen: Voordat u een gereedschapsmaker toestemming geeft om een vormholte van vele duizenden dollars te textureren, dient u een fysieke monsterchip aan te vragen die in uw exact gekozen harsmateriaal. Texturen zien er heel anders uit op natuurlijk polypropyleen dan op zwart polycarbonaat.
Conclusie
Het beheersen van de SPI-standaarden voor oppervlakteafwerking overbrugt de kloof tussen industriële ontwerpconcepten en productieprestaties in de echte wereld. Door te begrijpen dat een klasse A-afwerking premium gereedschapsstaal en een onberispelijk onderdeelontwerp vereist, of dat een klasse D-textuur royale trekhoeken vereist, kunt u productieknelpunten vermijden, het aantal afgekeurde onderdelen verlagen en uw gereedschapsbudget onder controle houden.
Raadpleeg altijd uw spuitgietpartner tijdens de vroege DFM-fase om uw materiaalkeuze, geometrische diepgang en gewenste SPI-standaard op elkaar af te stemmen voordat u staal gaat snijden.

