
Flash is een van de meest voorkomende defecten bij spuitgieten – en een van de meest verkeerd gediagnosticeerde defecten. Dunne vinnen van overtollig materiaal die verschijnen bij scheidingslijnen, uitwerppennen of wisselplaatinterfaces worden vaak alleen aan procesparameters toegeschreven, terwijl de oorzaak vaak gereedschap is. Deze gids biedt een systematisch diagnostisch raamwerk dat alle zeven hoofdoorzaakcategorieën omvat, gekwantificeerde preventienormen en een prioriteitenmatrix voor corrigerende maatregelen om flash efficiënt te elimineren.
1. Wat is schimmelflitsen?
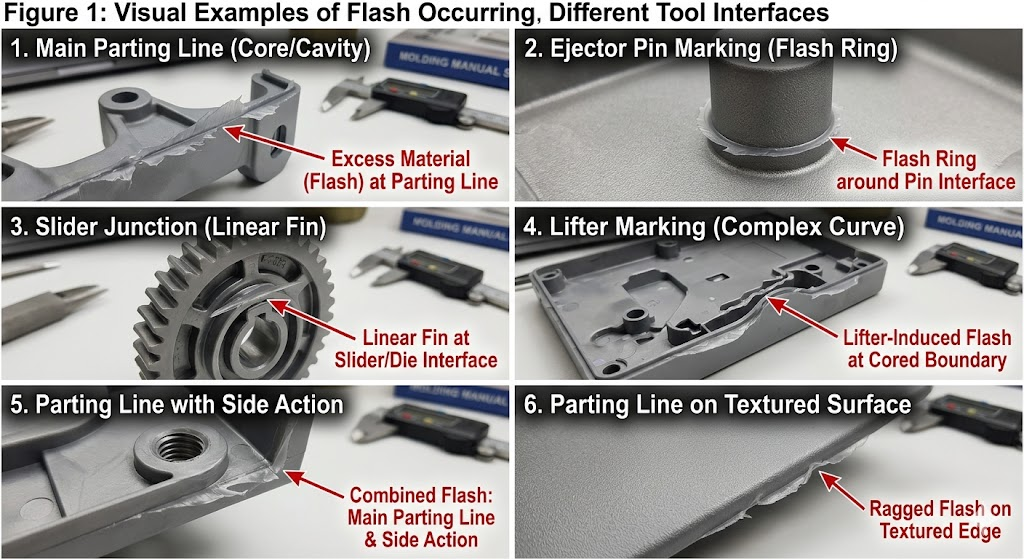
Flash (ook: flashing, braam) is overtollig materiaal dat via een opening in het gereedschap uit de vormholte ontsnapt voordat het bevriest. Het ziet eruit als een dunne vin, web of gevederde rand die aan het onderdeel is bevestigd op:
- Scheidingslijnen - de meest voorkomende locatie
- Uitwerppen-interfaces — cirkelvormige flitsringen rond de pinvlakken
- Glij- en lifterinterfaces — lineaire vinnen langs zijdelingse contactvlakken
- Grenzen invoegen — aan de randen van metalen inzetstukken in inzetstukken
- Ventilatielocaties — als de ventilatieopeningen te groot of geërodeerd zijn
- Afsluitoppervlakken — in kernfuncties en doorlopende gaten
Flash is niet alleen cosmetisch. Het voegt secundaire trimbewerkingen toe, riskeert interferentie bij de montage, creëert scherpe randen (gevaar voor letsel en defecte afdichtingen) en leidt bij medische of voedselcontacttoepassingen tot niet-naleving van de regelgeving. Belangrijker nog is dat het een gat in het schimmelsysteem signaleert dat, als het niet wordt behandeld, bij elke opname steeds groter wordt.
2. De zeven categorieën van hoofdoorzaken
Flits heeft altijd dezelfde directe oorzaak: materiaal onder druk dat een gat vindt. Maar de oorsprong van die kloof valt uiteen in zeven verschillende categorieën, die elk een andere corrigerende actie vereisen.
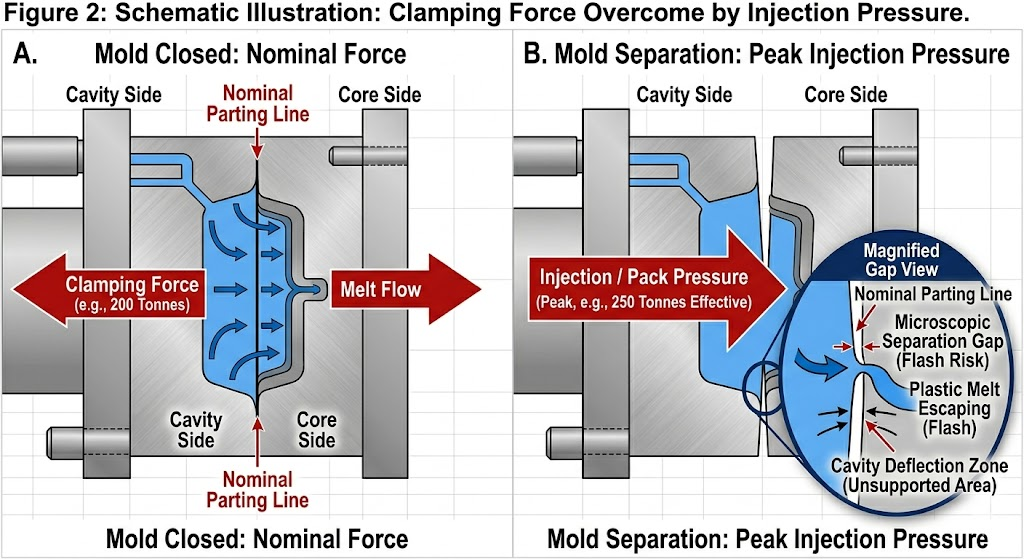
2.1 Onvoldoende klemkracht
De meest vaak over het hoofd geziene oorzaak. Als de injectiedruk de effectieve klemkracht van de pers op het geprojecteerde gebied van het onderdeel- en runnersysteem overschrijdt, worden de matrijsplaten tijdens het vullen en verpakken tijdelijk gescheiden, waardoor een dynamische opening ontstaat op de scheidingslijn.
Diagnostische controle:
Vereiste klemkracht (ton) = Geprojecteerd oppervlak (cm²) × Holtedruk (MPa) ÷ 100Voor een onderdeel met een projectieoppervlak van 180 cm² (inclusief lopers) gevuld met een gemiddelde spouwdruk van 80 MPa:
Benodigde klem = 180 × 80 ÷ 100 = minimaal 144 tonVoeg een veiligheidsmarge van 20–25% toe → Minimaal 175–180 ton.
Als dit onderdeel op een pers van 150 ton wordt uitgevoerd, ontstaat er een scheidingslijnflits, ongeacht eventuele andere parameteraanpassingen.
Veelgemaakte fout: Berekening van het geprojecteerde gebied alleen op basis van het onderdeel, exclusief het runnersysteem. Spruw, lopers en poorten dragen bij aan een aanzienlijke geprojecteerde oppervlakte- en holtedruk.
| Materiaal | Typisch holtedrukbereik | Vuistregel voor klemkracht |
|---|---|---|
| PP, PE (dunwandig) | 40–80 MPa | 0,4–0,8 t/cm² |
| ABS, PS | 50–90 MPa | 0,5–0,9 t/cm² |
| PA6, PA66 | 60–100 MPa | 0,6–1,0 t/cm² |
| PC, PC/ABS | 80–130 MPa | 0,8–1,3 t/cm² |
| PPS, LCP | 90–150 MPa | 0,9–1,5 t/cm² |
| POM | 70–110 MPa | 0,7–1,1 t/cm² |
2.2 Slijtage of schade aan het scheidingsoppervlak
Het scheidingsoppervlak (PS) is de primaire afdichting tussen de holte en de atmosfeer. Elke afwijking van perfecte vlakheid – of het nu gaat om slijtage, stootschade, EDM-vonkerosie of onvoldoende oppervlaktehardheid – zorgt ervoor dat materiaal kan ontsnappen.
Kritische toleranties:
| Vormgrootte | Maximaal toegestane PS-vlakheidsafwijking | Aanbevolen staalhardheid |
|---|---|---|
| Klein (<250 × 250 mm) | 0,005 mm | 48–52 HRC |
| Middelgroot (250–500 mm) | 0,008 mm | 48–52 HRC |
| Groot (>500 mm) | 0,010–0,012 mm | 44–48 HRC |
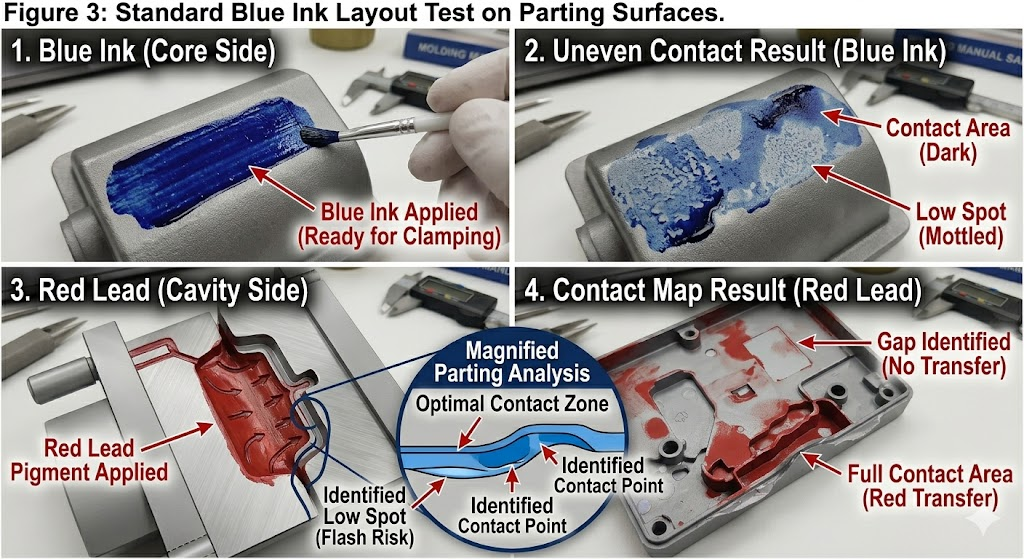
Inspectieprotocol: Blauwe inktoverdrachtstest of voelermaat veegt over het volledige scheidingsoppervlak. Elke opening >0,010 mm op basismateriaal of >0,005 mm op materiaal met een lage viscositeit (LCP, PPS) vormt een flitsrisico.
Reparatiemethoden op ernst:
| Soort schade | Reparatiemethode | Doorlooptijd |
|---|---|---|
| Kleine slijtage (<0,05 mm laag oppervlak) | Laserlassen, opnieuw polijsten | 1–3 dagen |
| Matige slijtage (0,05–0,2 mm) | Spuitlassen of TIG-las opnieuw bewerken | 3–5 dagen |
| Slagschade / deuk | Laserlassen EDM opnieuw vonken | 2–4 dagen |
| Wijdverspreide slijtage (>0,2 mm) | Volledige PS re-skim op oppervlakteslijpmachine | 3–7 dagen |
| Herhaalde flits op dezelfde locatie | Hardface las (Stellite) opnieuw polijsten | 5–10 dagen |
2.3 Overmatige injectiesnelheid of -druk
Zelfs een geometrisch perfecte mal zal knipperen als procesparameters de holtedruk boven de klemkrachtcapaciteit duwen, of als de injectiesnelheid hoog genoeg is om een hydraulisch wigeffect te creëren bij de scheidingslijn voordat het klemtonnage zich volledig heeft ontwikkeld.
Flash-inducerende procesomstandigheden:
- De injectiesnelheid is zo hoog ingesteld dat de caviteit in minder dan 0,3 sec. wordt gevuld; de piekdrukpiek overschrijdt tijdelijk de klemcapaciteit
- De pakkingdruk is ingesteld op meer dan 80% van de injectiedruk op een materiaal met lage viscositeit
- Houdtijd verlengd tot voorbij het bevriezen van de poort - aanhoudende druk na het bevriezen van de poort brengt kracht over op de vormplaten, niet op de pakking van de onderdelen
- Smelttemperatuur te hoog - vermindert de viscositeit, materiaal vloeit agressiever in elke opening
Volgorde van procesaanpassingen (vóór interventie van het gereedschap):
- Verlaag de injectiesnelheid in stappen van 10% – controleer of de flits afneemt
- Verlaag de pakdruk tot 60–70% van de vuldruk
- Controleer of de vasthoudtijd de poortbevriezingstijd niet overschrijdt (gebruik het poortbevriezingsonderzoek)
- Verlaag de smelttemperatuur met 5–10°C
- Als de flits na alle vier de aanpassingen aanhoudt, is de oorzaak het gereedschap en niet het proces
2.4 Materiaalviscositeit te laag
Materiaalen met een lage viscositeit vloeien in gaten die materialen met een standaardviscositeit overbruggen. Dit is de reden waarom PPS-, LCP- en PA-kwaliteiten met een laag molecuulgewicht nauwere toleranties voor het scheidingsoppervlak vereisen dan ABS of PP.
Melt Flow Index (MFI) als indicator voor flitsrisico:
| MFI-bereik (g/10 min) | Flash-risicocategorie | Maximaal toegestane PS-afstand |
|---|---|---|
| < 5 | Laag | 0,020 mm |
| 5–20 | Matig | 0,015 mm |
| 20–50 | Hoog | 0,010 mm |
| > 50 (bijv. LCP, dunwandig PP) | Zeer hoog | 0,005–0,008 mm |
Variatie materiaalpartij: MFI kan ±15–25% variëren tussen partijen binnen dezelfde klasse. Een schimmel die bij de ene partij de flitsdrempel bereikt, kan bij de volgende partij flitsen. Controleer binnenkomende MFI altijd aan de hand van matrijskwalificatiegegevens.
2.5 Schimmeltemperatuur te hoog
Een verhoogde matrijstemperatuur vermindert de viscositeit van de smeltlaag die in contact komt met het scheidingsoppervlak, waardoor het tijdsvenster wordt verlengd waarin het materiaal vloeibaar genoeg is om gaten te penetreren. Dit is vooral van belang voor:
- Kristallijne materialen met scherpe smeltpunten (POM, PPS, PA)
- Materiaalen lopen tegen de bovengrens van hun aanbevolen temperatuurbereik aan
- Hotrunner-matrijzen waarbij meerdere warmtebronnen de temperatuur van de matrijsplaat lokaal kunnen verhogen
Vuistregel: Elke stijging van de matrijstemperatuur met 10 °C boven het aanbevolen minimum verhoogt de flitsgevoeligheid met ongeveer één viscositeitsgraad – wat overeenkomt met een toename van 20% in MFI.
2.6 Tekortkomingen in het matrijsontwerp
Geometrische kenmerken in het matrijsontwerp die een inherent flitsrisico creëren:
Overspanningen van niet-ondersteunde scheidingsoppervlakken: Grote vlakke scheidingsvlakken zonder steunpilaren buigen onder de druk van de spouw door. Een niet-ondersteunde vormplaat van 400 x 400 mm in P20-staal buigt 0,03-0,08 mm door bij 80 MPa - voldoende om flits op de omtrek te produceren.
Ontwerpregel steunpijler: Maximale vrijdragende overspanning tussen steunpilaren = 150 mm voor middelzware mallen. Voeg pilaren toe met een hartafstand van 120–130 mm voor hogedrukmaterialen (PC, PPS).
Onvoldoende landbreedte op de scheidingslijn: Het “land” – de smalle platte band direct grenzend aan de holte op het scheidingsoppervlak – moet breed genoeg zijn om door druk veroorzaakte vervorming te weerstaan. Aanbevolen minimale perceelbreedte:
| Materiaal | Minimale landbreedte |
|---|---|
| PP, PE, ABS | 3–5 mm |
| PA, POM, PC | 5–8 mm |
| PPS, LCP | 8–12 mm |
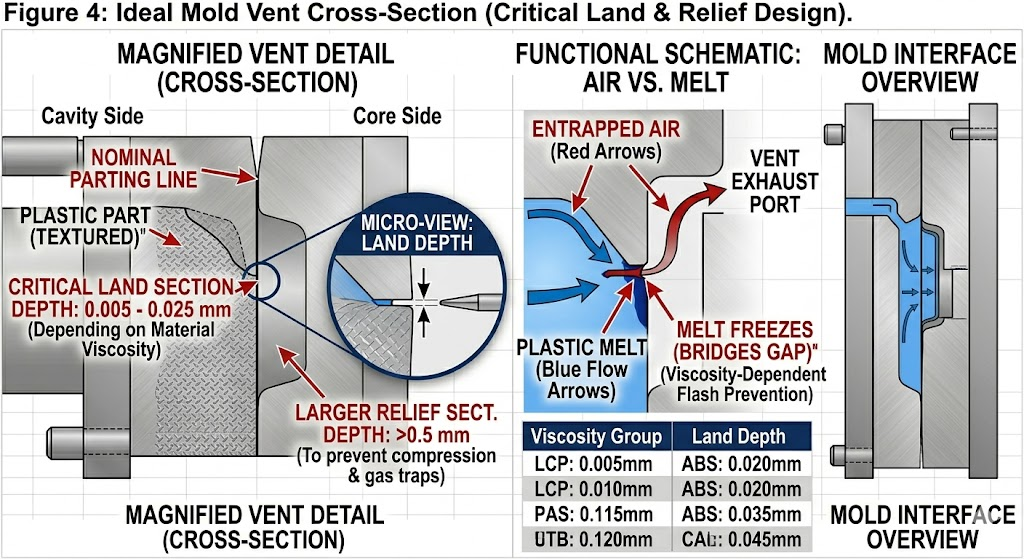
Vleugeldiepte te diep: Ventilatieopeningen zijn opzettelijke gaten; als ze te groot zijn, worden het flitsgeneratoren. Standaard richtlijnen voor vleugeldiepte:
| Materiaal | Vleugeldiepte (landsectie) | Vleugeldiepte (ontlastgedeelte) |
|---|---|---|
| PP, PE | 0,015–0,025 mm | 0,5–0,8 mm |
| ABS, PS | 0,010–0,020 mm | 0,5–0,8 mm |
| PA, POM | 0,010–0,015 mm | 0,3–0,5 mm |
| PC, PC/ABS | 0,008–0,015 mm | 0,3–0,5 mm |
| PPS, LCP | 0,005–0,010 mm | 0,2–0,3 mm |
2.7 Versleten of verkeerd uitgelijnde bewegende componenten
Zijacties, lifters, core pulls en uitwerppennen creëren dynamische interfaces die elke cyclus bewegen. Deze interfaces slijten geleidelijk en zijn de meest voorkomende bron van flash bij productie van grote volumes die voorheen flashvrij was.
Uitwerppinflitser: De speling tussen de pendiameter en de gatdiameter moet binnen strikte grenzen worden gehouden. Standaardafstand per materiaal:
| Materiaal | Uitwerppenspeling (per zijde) |
|---|---|
| PP, PE, ABS | 0,010–0,020 mm |
| PA, POM | 0,008–0,015 mm |
| PC, PC/ABS | 0,005–0,012 mm |
| PPS, LCP | 0,003–0,008 mm |
Spelingen boven deze limieten veroorzaken een zichtbare pinflits. Daaronder binden en breken pinnen. Dit is een probleem met slijtagebeheer: de pinspeling moet elke 100.000 tot 200.000 opnames worden gecontroleerd op gereedschappen met een groot volume.
Glij- en lifterinterfaceflitser: Door slijtage aan de slijtplaten (gibs) die zijdelingse acties geleiden, kan het glijvlak 0,01-0,05 mm verschuiven ten opzichte van het zittingvlak - voldoende voor flits. Gib-slijtplaten moeten vervangbare componenten zijn op elke productiematrijs, met inspectie-intervallen gedefinieerd in het matrijsonderhoudsplan.
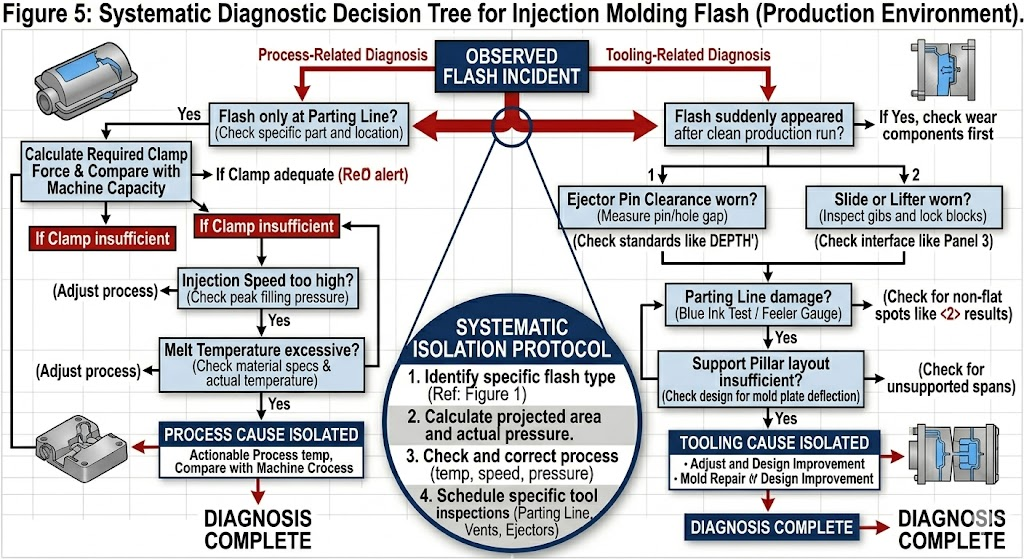
3. Flash-diagnostische beslissingsboom
Gebruik deze volgorde om de hoofdoorzaak te identificeren zonder onnodige demontage van de matrijs:
FLITS WAARGENOMEN│├── Alleen flitsen bij scheidingslijn?│ ├── JA → Controleer eerst de berekening van de klemkracht│ │ → Inspecteer vervolgens de vlakheid van de PS (blauwe inkttest)│ │ → Verlaag vervolgens de injectiesnelheid / verpakkingsdruk│ └── NEE → Ga hieronder verder│├── Alleen flitsen op de uitwerppennen?│ └── JA → Meet de speling van pin tot gat│ → Pinlengte controleren (lange pins = hogere contactdruk)│ → Controleer of de retourplaat van de uitwerpplaat volledig op zijn plaats zit voordat de klem sluit│├── Flits op slide/lifter-interface?│ └── JA → Slijtplaten inspecteren (voelmaat)│ → Zitkracht / blokkeerhoek van de slede controleren│ → Controleer het hielblokcontact│├── Flits bij ventilatieopeningen?│ └── JA → Vleugeldiepte meten (doel: opnieuw snijden volgens specificatie)│ → Controleer op ventilatie-erosie (schurend glasgevuld materiaal)│├── Flits verscheen plotseling na X shots van schone productie?│ └── JA → Slijtagegerelateerde oorzaak (stempel, scheidingsoppervlak, uitwerppennen)│ → Inplannen matrijsinspectie/preventief onderhoud│└── Flitser aanwezig vanaf eerste opname nieuwe mal? └── JA → Probleem met ontwerp- of bouwkwaliteit → Controleer de berekening van de klemkracht → Controleer de kwaliteit van het slijpen van het scheidingsoppervlak → Controleer de opstelling van de steunpilaren → Controleer de ventilatiedieptes volgens spec
4. Preventienormen per schimmelvormingsfase
De meest kosteneffectieve flitspreventie vindt plaats voordat de mal zijn eerste opname maakt.
4.1 Ontwerpfase
- Voer een Moldflow-holtedruksimulatie uit - controleer of de piekholtedruk x het geprojecteerde oppervlak niet groter is dan 80% van de geplande persklemcapaciteit
- Ontwerpsteunpilaren met een hartafstand van ≤150 mm voor alle spouwdrukken >60 MPa
- Specificeer de minimale landbreedte per materiaalcategorie (paragraaf 2.6)
- Ontwerp de ventilatiediepte volgens de materiaalspecificatie – vertrouw niet op standaard bewerkingstoleranties
- Specificeer de speling van de uitwerppen in de matrijstekening - deze moet op het tolerantieblok verschijnen en mag niet aan het oordeel van de machinist worden overgelaten
4.2 Vormbouwfase
- Controleer de vlakheid van het scheidingsoppervlak op de vlakslijpmachine vóór de eindmontage – documenteer de meting
- Blauwe inkttest na volledige montage – 100% scheidingsoppervlakcontact vereist vóór de eerste proef
- Meet en registreer alle spelingen van de uitwerppennen - minimaal 5 monsterpennen per mal, volledige set voor kritische mallen
- Controleer de plaatsing van de glaasjes onder persklembelasting vóór de eerste injectie – gebruik klei of Fuji Prescale-film
4.3 Eerste proeffase van artikelen
- Begin met een injectiesnelheid van 50% en een verpakkingsdruk van 60% – verhoog stapsgewijs
- Registreer de bovengrens van het procesvenster (aanvang van de flits) - dit is een kritische parameter voor matrijskwalificatie
- Vensterbreedte documentproces: het verschil tussen het begin van de korte opname en het begin van de flits moet ≥15% van de injectiedruk zijn voor een robuuste mal
4.4 Productiefase
- Definieer preventieve onderhoudsintervallen voor: inspectie van het scheidingsoppervlak (elke 200.000 shots), meting van de slijtplaat (elke 150.000 shots), controle van de speling van de uitwerppen (elke 100.000 shots voor gereedschappen met een groot volume)
- Volg flitsincidenten per locatie in het SPC-systeem: progressieve flits op één locatie signaleert slijtage voordat het een kwaliteitsontsnapping wordt
- Onderhouden van materiële inkomende inspectiegegevens van MFI’s – correleren incidenten met MFI-gegevens
5. Prioriteitsmatrix voor corrigerende maatregelen
Wanneer tijdens de productie flitsen worden waargenomen, gebruik dan deze matrix om corrigerende maatregelen te prioriteren op basis van kosten en effectiviteit:
| Actie | Kosten | Tijd om te implementeren | Effectiviteit | Prioriteit |
|---|---|---|---|---|
| Verlaag de injectiesnelheid/verpakkingsdruk | Nul | Onmiddellijk | Hoog (if process-caused) | 1e |
| Controleer of de klemkracht toereikend is – ga over op een grotere pers | Laag | Dezelfde verschuiving | Definitief voor door klem veroorzaakte flits | 2e |
| Blauwe inkttest: identificeer de PS-contactafstand | Laag | 2–4 uur | Diagnostisch, niet corrigerend | 3e |
| Laserlasreparatie van PS-lage plekken | Middelmatig | 1–3 dagen | Permanent voor door slijtage veroorzaakte flits | 4e |
| Vervang versleten slijtplaten | Laag–Medium | 4–8 uur | Permanent voor diaflits | 5e |
| Uitwerppennen vervangen (te grote speling) | Laag | 4–8 uur | Permanent voor pinflits | 6e |
| Het scheidingsoppervlak opnieuw slijpen | Middelmatig | 3–7 dagen | Permanent voor wijdverbreide PS-slijtage | 7e |
| Steunpilaren toevoegen (ontwerpgebrek) | Hoog | 2–4 weken | Permanent voor door doorbuiging veroorzaakte flits | 8e |
| Verhogen van de staalhardheid (opnieuw inzetten in harder staal) | Hoog | 3–6 weken | Slijtagepreventie op lange termijn | 9e |
6. Speciale gevallen: materialen met een hoog flitsrisico
PPS en LCP
Beide materialen hebben een smeltviscositeit die 3–5x lager is dan ABS bij verwerkingstemperaturen. Ze zullen elke kloof die standaardmaterialen overbruggen, vinden en exploiteren. Matrijzen met PPS of LCP moeten vanaf het begin met nauwere toleranties worden gebouwd; het achteraf inbouwen van een matrijs met standaardtolerantie om PPS te laten werken, is zelden kosteneffectief.
Verplichte vereisten:
- S136 of 420SS caviteitsstaal (corrosie en hardheid)
- Vlakheid van het scheidingsoppervlak ≤0,005 mm
- Speling van de uitwerppen ≤0,006 mm per zijde
- Vleugeldiepte ≤0,008 mm landsectie
- Steunpilaren op een maximale hartafstand van 120 mm
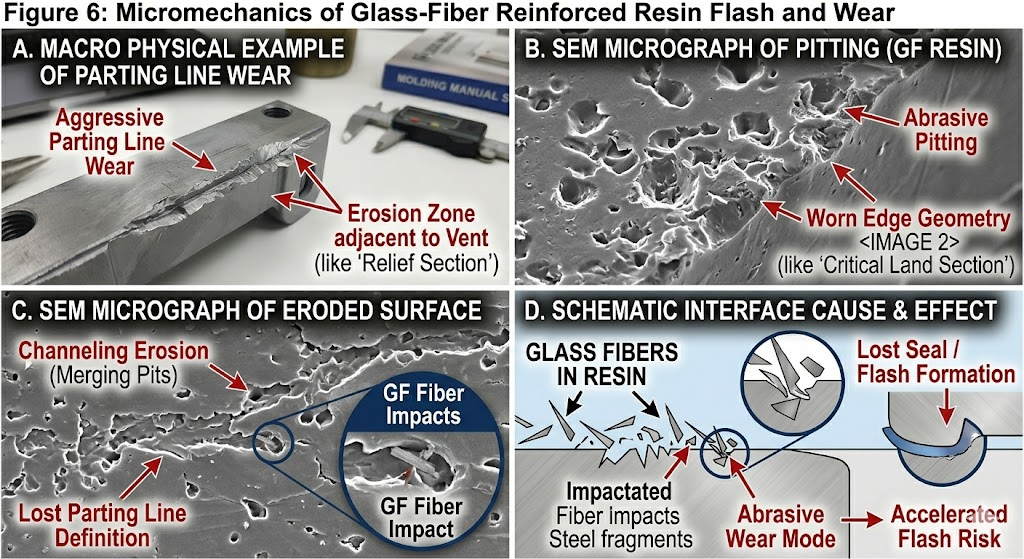
Met glas gevulde kwaliteiten (GF30 en hoger)
Glasvezels zijn schurend. Scheidingsoppervlakken, ventilatieopeningen en uitwerpopeningen slijten allemaal sneller bij productie met GF-vulling dan bij ongevulde soorten. Onderhoudsintervallen moeten met 30-40% worden verkort ten opzichte van ongevulde materiaalschema's. Gehard stalen inzetstukken (≥50 HRC) op locaties met hoge slijtage (poortgebieden, scheidingslijn grenzend aan poort) worden sterk aanbevolen.
Dunwandige onderdelen (<1,0 mm wand)
Dunwandige onderdelen vereisen hoge injectiesnelheden en drukken, waardoor de druk in de holte tot aan de bovengrens van de persklemcapaciteit wordt geduwd. Het procesvenster tussen korte opname en flits is erg smal (soms <5% van de injectiedruk). Deze mallen vereisen:
- Precisie-afsteekoppervlak (≤0,005 mm vlakheid)
- Grotere pers dan alleen de klemberekening suggereert (voeg 30% marge toe)
- Real-time caviteitsdruksensoren - perscontrole met gesloten lus om flits te voorkomen
7. Kosten van Flash: waarom eliminatie loont
Flash wordt zelden nauwkeurig begroot in kwaliteitssystemen. De werkelijke kosten omvatten:
| Kosten Element | Typisch bereik per onderdeel | Opmerkingen |
|---|---|---|
| Trimmen van arbeid | $0,05–$0,40 | Afhankelijk van flitslocatie en toegankelijkheid |
| Gereedschapsslijtage door flits (versnelde PS-schade) | $0,01–$0,05 afgeschreven | Flash schuurt de PS af, waardoor een verslechterende cyclus ontstaat |
| Verhoogd uitvalpercentage (knipperen veroorzaakt onderdeelafkeuring) | 1–5% van de productiewaarde | Hooger for tight-tolerance parts |
| Stilstanden van de assemblagelijn (flash veroorzaakt problemen met passen) | Variabel | Kan terugvorderingen van klanten veroorzaken |
| Klantretouren / veldfouten | Hoog | Speciaal voor het afdichten van oppervlakken |
| Stilstand bij het repareren van mallen | $ 500 - $ 5.000 per incident | Plus gemiste productiekansen |
Voor een onderdeel uit het middensegment met 500.000 onderdelen/jaar, met een trimkosten van $ 0,20/onderdeel en 2% flash-gerelateerd afval, zijn de jaarlijkse kosten van onopgeloste flash hoger dan $ 150.000 – veel meer dan de kosten van een goede reparatie van het scheidingsoppervlak of een onderhoudsprogramma voor de matrijs.
8. Conclusie
Flash is een symptoom, geen oorzaak. Om dit probleem permanent op te lossen, moet worden vastgesteld welke van de zeven hoofdoorzaakcategorieën – klemkracht, toestand van het scheidingsoppervlak, procesparameters, materiaalviscositeit, matrijstemperatuur, ontwerpgebreken of slijtage van componenten – de werkelijke oorzaak is. Alleen al bij procesaanpassingen wordt de flits tijdelijk onderdrukt; tooling en ontwerpcorrecties elimineren het permanent.
De meest kosteneffectieve strategie is preventie: het ontwerpen van scheidingsoppervlakken, steunstructuren en ventilatieopeningen volgens de juiste specificaties voor het specifieke materiaal dat wordt gebruikt, en het implementeren van een gestructureerd preventief onderhoudsprogramma dat slijtage opvangt voordat het een kwaliteitsprobleem wordt.
Gerelateerde artikelen:
- Begrijpen wat een short shot is bij spuitgieten: oorzaken, oplossingen en preventie
- Krimp- en kromtrekkingscontrole bij spuitgieten: technische gids voor OEM's
- Nabewerking van spuitgietmatrijzen: kunt u een gereedschap met 2 holtes omzetten in een gereedschap met 4 holtes?
- De ultieme gids voor reparatie van spuitgietmatrijzen: laserlassen en oppervlaktebehandelingstechnieken
- Selectiegids voor uiterst nauwkeurig spuitgietstaal
IMTEC-matrijs | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, China | [email protected] | 86 153 5648 7586

