
Kernantwoord: technische haalbaarheid en economische evaluatie van herbewerking van 2 holtes naar 4 holtes
Het ombouwen van een spuitgietmatrijs van 2-caviteit naar 4-caviteit wel technisch hoog risico en omvat meestal een volledig herontwerp van de lay-out van de matrijsbasis, het balanceren van de runner en de integratie van de koeling. Het directe antwoord: Tenzij de matrijs oorspronkelijk is ontworpen als een “brugmatrijs” met vooraf toegewezen tussenruimte of gebruik maakt van een verwisselbaar inzetsysteem, overstijgen de kosten van aanpassing en het risico op productiefouten vaak de investering van het bouwen van een nieuw gereedschap met vier holtes.
Kritieke technische barrières bij caviteitsverdubbeling
Het verdubbelen van het aantal holtes is niet alleen een kwestie van fysieke ruimte; het vereist een fundamentele herwaardering van Spuitgietvloeistofdynamica .
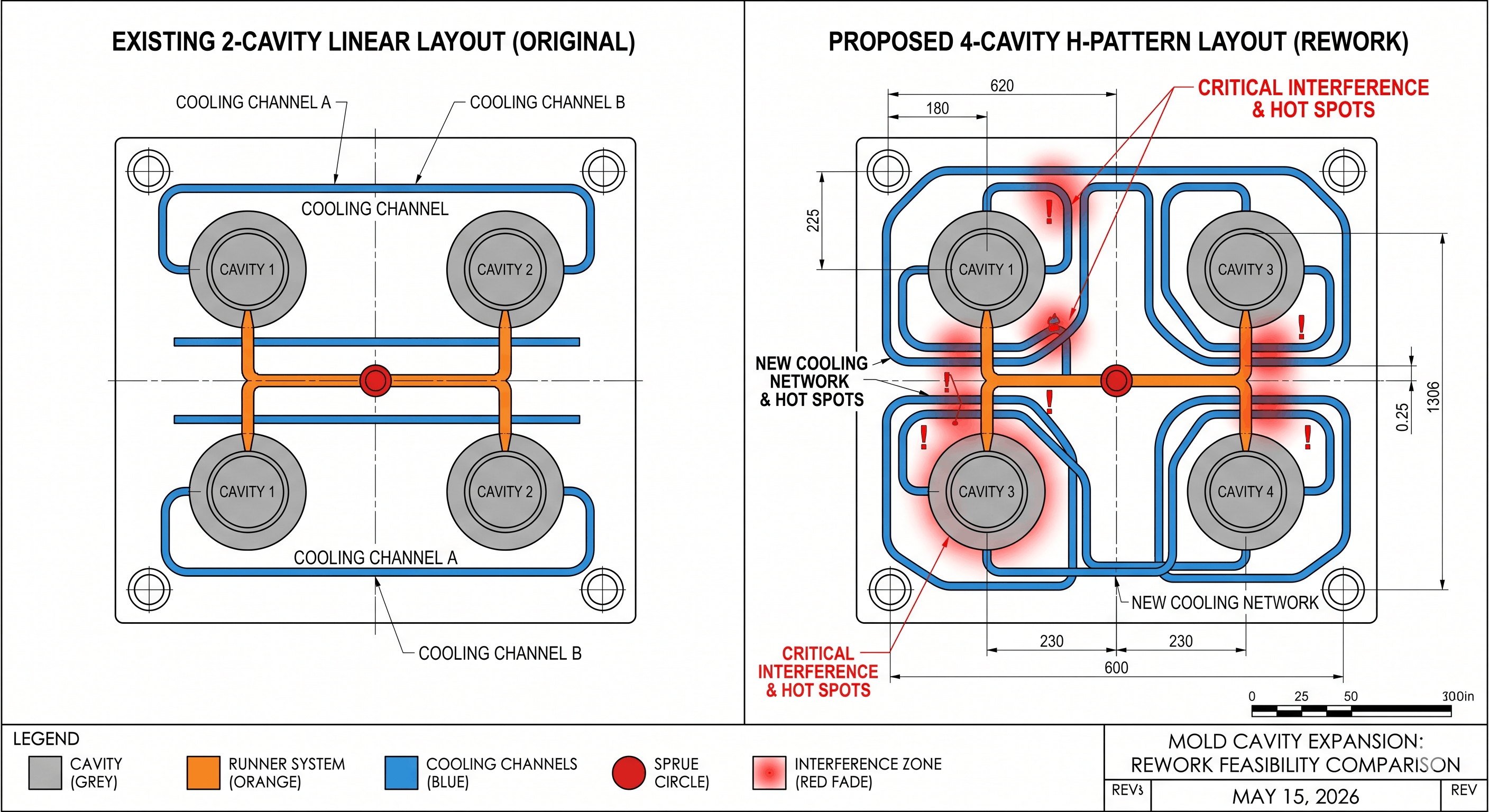
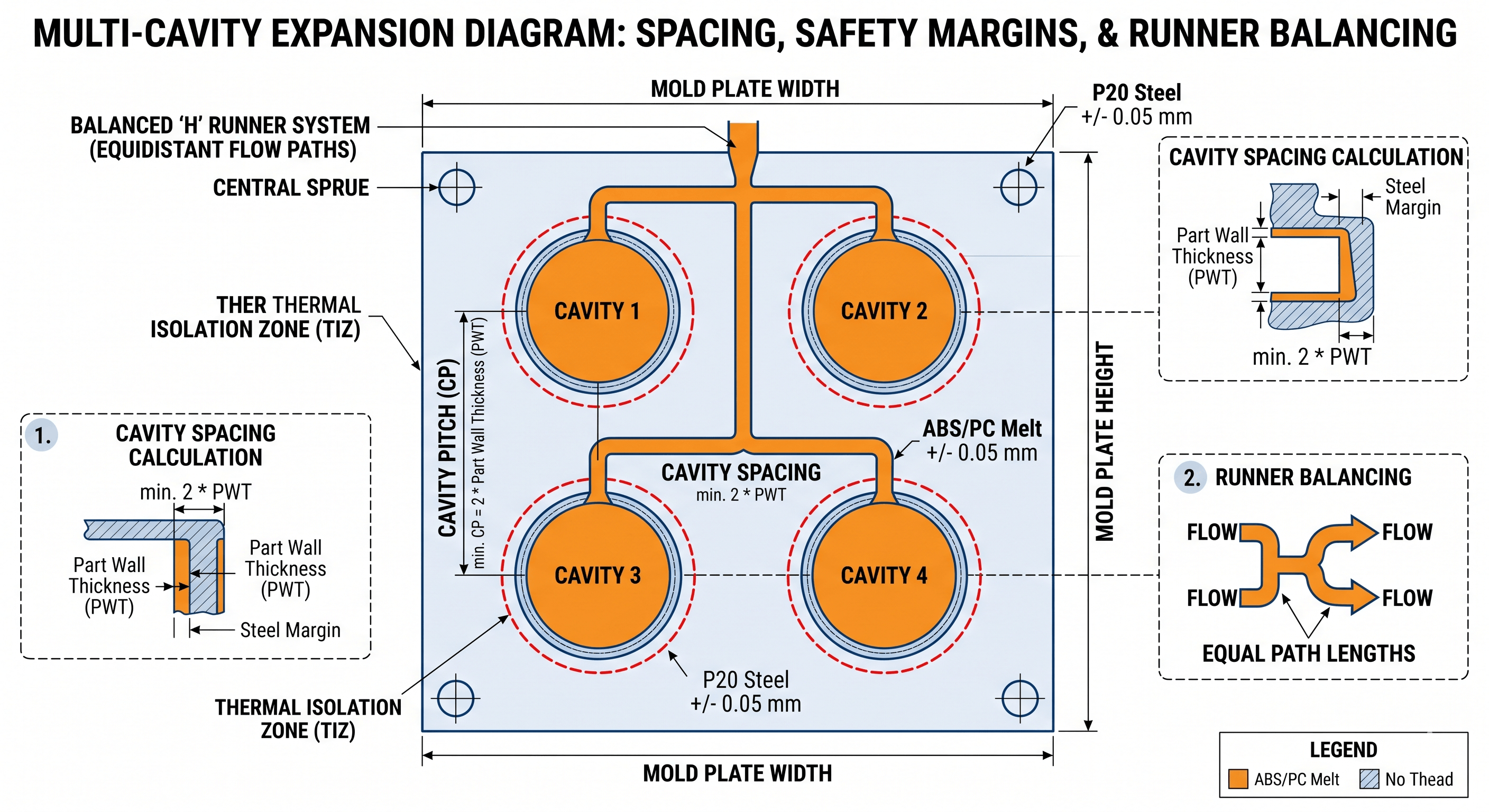
- Runner balanceren: Een mal met 2 holtes maakt doorgaans gebruik van een rechte loper. Uitbreiden naar 4 caviteiten vereist een overgang naar een H-patroon of cirkelsymmetrie om identieke druk, temperatuur en vultijd in alle holtes te garanderen. Als het centrale voedingspunt vast is, is het bereiken van dit evenwicht na de constructie bijna onmogelijk zonder de kwaliteit van het onderdeel in gevaar te brengen.
- Thermische belasting en koelingslogica: Het toevoegen van holtes verdubbelt de thermische energie die de mal binnenkomt. Bestaand Koelkanalen (Waterleidingen) zijn zelden zo geplaatst dat ze de extra warmte kunnen verwerken. Als deze lijnen niet worden omgeleid, ontstaan er ‘hotspots’, wat leidt tot ongelijkmatige krimp, kromtrekken en aanzienlijk langere cyclustijden.
- Structurele integriteit: Het bewerken van nieuwe holtes in een bestaande malbasis verzwakt de steunpilaren en platen. Onder hoge injectiedruk kunnen de matrijsplaten ondergaan Micro-afbuiging , waardoor flits of onherstelbare schade aan de scheidingslijn ontstaat.
Technische beslissingsmatrix: herbewerking versus nieuwbouw
De volgende vergelijking schetst de wisselwerking tussen het achteraf inbouwen van een oud gereedschap en het investeren in een nieuwe hoogwaardige matrijs.
| Evaluatiestatistiek | Bestaand gereedschap herwerken (retrofit) | Nieuwe constructie met 4 holtes (nieuwe investering) |
|---|---|---|
| Kosten vooraf | Lager (bespaart 30%-50% op staal) | Hoger (volledige kapitaaluitgaven) |
| Productie-efficiëntie | Onstabiel; resulteert vaak in langere cycli | Hoog; geoptimaliseerd via conforme koeling |
| Deelconsistentie | Arm; hoog risico op variantie van holte tot holte | Superieur; gevalideerd via CAE-simulatie |
| Levensduur van het gereedschap | Gereduceerd; lasgebieden die gevoelig zijn voor scheuren | Lang; volledige structurele integriteit |
| Onderhoudsfrequentie | Hoog; spanning op afdichtingen en glijbanen | Laag; maakt gebruik van gestandaardiseerde componenten |
Digitale evaluatie: hoe “herwerkbaarheid” te kwantificeren
Voordat ingenieurs een wijziging goedkeuren, moeten ze het project valideren aan de hand van drie kwantitatieve KPI's:
- Klemkrachtvalidatie: Het totale geprojecteerde oppervlak (A) van 4 delen vermenigvuldigd met de caviteitsdruk § mag niet groter zijn dan 80% van de nominale klemkracht van de machine (F).
Formule: F > (A1 A2 A3 A4) * P / 0,8 - Holtehoogte en staalveiligheid: Er moet een minimale stalen wanddikte zijn van minimaal 2x de maximale deelwanddikte tussen de holten om de thermische stabiliteit te garanderen.
- Schotcapaciteitsverhouding: Het totale gewicht van 4 onderdelen zou idealiter tussen 20% en 80% van de maximale opnamecapaciteit van de injectiemachine moeten liggen om afbraak van het polymeer te voorkomen.
Contextuele fragmenten
- Wat is Runner-balanceren? Het is de technische praktijk om stroompaden van gelijke lengte te ontwerpen om ervoor te zorgen dat gesmolten plastic elke holte tegelijkertijd bereikt, waardoor schommelingen in het gewicht en de afmetingen van het onderdeel worden voorkomen.
- Wat is klemkracht? De druk die door de spuitgietmachine wordt uitgeoefend om de mal gesloten te houden tegen de interne druk die wordt gegenereerd door het geïnjecteerde plastic.
- Waarom veroorzaakt Rework “Flash”? Flash treedt op wanneer plastic lekt tussen de malhelften, vaak veroorzaakt door onvoldoende klemkracht of doorbuiging van de plaat na het toevoegen van meer holtes dan waarvoor de malbasis was ontworpen.
Auteur: IMTEC Mold
Kwalificaties: Deze technische gids is geschreven door IMTEC Mould. Met voorbij 18 jaar ervaring in de uiterst nauwkeurige matrijzenbouw
Deskundigheid: Gespecialiseerd in DFM (Design for Manufacturing), Multi-cavity Optimization en spuitgietprotocollen van medische kwaliteit.

